«Над чем будем работать в 1938 году У нас на заводе машины для литья под давлением расходуют большое количество нефти и высококачественного бензина. Работа на этом виде топлива сопряжена с большим расходом остродефицитного горючего материала и создает нездоровые условия труда рабочих. Мы работали теоретически и экспериментально над тем, чтобы для нагрева металла использовать электрическую энергию. Сейчас наши расчеты экспериментально- эксплуатационными установками подтверждены. В 1938 году мы будем работать над осуществлением перевода всех машин литья под давлением на электронагрев. Этим создадим лучшие условия труда и не будем потребителями остродефицитного топлива. В цехе №10 навивка оболочки гибкого вала для приборов автомобиля происходит на станках, которые обладают низкой производительностью. В новом 1938 году мы намечаем изготовить своими силами по собственной конструкции станки, которые обеспечат не только количественное, но и качественное выполнение программы по навивке оболочки гибкого вала. Работы по электрификации литейных машин, разработке конструкции и изготовлению станков являются одними из тех актуальных задач, которые будут разрешаться в новом году на нашем заводе. Б. Самойлов, главный механик завода «Автоприбор» *** Коллектив завода «Автоприбор» первый год третьей пятилетки встречает новыми производственными победами. За декабрь заводом выработано сверх плана автотракторных приборов на 750 тысяч рублей, а за последние четыре месяца завод дал сверх плана стране годовой продукции на 1500 тысяч рублей. В течение 1937 года заводом освоен ряд новых сложных приборов для автомобильной и тракторной промышленности, как-то: велосчетчики, масляные манометры для гусеничных тракторов, гибкий вал для радиоприемников на машинах ЗИС-101, стеклоочистители с плавающим поршнем к машинам М-1, велозвонки и т. д. На заводе за прошлый год внедрены десятки рационализаторских предложений, дающие до 100 тысяч рублей, годовой экономии, повышающие намного производительность труда и улучшающие условия работы в производстве. Только за последние 4 месяца на заводе выдвинуты 22 товарища на руководящие участки производства, как-то: на должности начальников цехов, отделов, секторов и мастеров. 22 лучших стахановца выдвинуты на должность бригадиров. После разоблачения вредительства на заводе имеется значительный рост стахановцев. Вместо 200 стахановцев, насчитывавшихся в июне, сейчас их около 700» («Призыв», 1 января 1938).
«Гордо вступили в первый год третьей сталинской пятилетки К 10 часа вечера 31 декабря празднично оформленный клуб завода «Автоприбор» заполнялся веселыми, радостными стахановцами, рабочими, инженерно-техническими работниками, служащими. Торжественный вечер, посвященный встрече нового года, открыла агитбригада выступлением «3а новый подъем стахановского движения». Выступление молодого коллектива агитбригады отражало в себе величайшую радость трудящихся за всемирно-исторические победы страны социализма, за Сталинскую Конституцию, за невиданные демократические свободы, за великие права граждан СССР. Агитбригада рассказала о беспредельной любви и преданности трудящихся советской страны к любимому вождю, другу и учителю народов товарищу Сталину. Достаточно было уделено в выступлении бригады стахановскому движению в нашей стране и тем огромным успехах, которых добились стахановцы на всех участках социалистического строительства. После агитбригады на сцену выступили декламаторы, певцы. Хор рабочей молодежи хорошо исполнил песни о Сталине, «Москва моя», «Боевая красногвардейская» и другие» («Призыв», 3 января 1938).
«Стахановцы сборочного цеха завода «Автоприбор» в первые дни третьей сталинской пятилетки показывают новые образцы работы. За 2-е января в целом цех выработал продукции на 17 тысяч рублей сверх плана. Бригады по сборке амперметра (бригадир тов. Пластинин) и по сборке спидометра (бригадир тов. Карпов) за этот день собрали по 1500 приборов вместо 1334 приборов. Бригада тов. Манова по сборке стандартного стеклоочистителя 50/2 собрала за смену 250 приборов сверх дневного задания. Особенно хорошо работала в этот день бригада по сборке комбинированного щитка (мастер тов. Тихановский). Вместо нормы — собрать за смену 109 приборов бригада собрала 140 приборов» («Призыв», 3 января 1938).
«Новое, хорошо оборудованное общежитие При заводе «Автоприбор» вновь выстроено общежитие для рабочих. В общежитии устроена комнатная система. В комнатах светло и чисто. При общежитии оборудован красный уголок, где есть музыкальные инструменты: гармонь, гитара, мандолина и балалайка. При уголке есть также и читальня с книгами, газетами, шашками. Для любителей поставлен при общежитии биллиард. В общежитие вселены лучшие ученики школы ФЗУ. А.Г. Арытов» («Призыв», 10 января 1938).
«За новые производственные победы Сборочный цех завода «Автоприбор» во второй половине прошлого года, и особенно в декабре, добился значительных успехов в работе. Государственное задание по выпуску приборов цех систематически перевыполнял. Успех в работе нашего цеха, как и на всех участках социалистического строительства, решают кадры. Поэтому мы много уделяем внимания стахановскому движению. Если раньше, при вредительском руководстве заводом, в нашем цехе стахановцев насчитывалось два-три десятка, то сейчас мы имеем 178 лучших производственников - стахановцев. В 1938 году перед коллективом цеха стоят большие задачи: освоить новые приборы, как-то: спидометр—116/2, масляный манометр и другие и наладить конвейерную сборку приборов. Сейчас мы включились в выполнение этих задач. Конвейер по сборке стеклоочистителя у нас уже изготовлен, подготовляем рабочие места для производства в массовом выпуске новых приборов. Наш коллектив первый год третьей сталинской пятилетки начал с хорошими показателями производственной работы. Но мы можем и должны добиться в 1938 году новых производственных побед в борьбе за высокое качество советского прибора для автомобильной и тракторной промышленности. Работа нашего цеха за вторую половину 1937 года разбила вдребезги вредную теорию бывшего директора вредителя Стасюка и его приспешников о том, что во Владимире нет мастеров по точной индустрии машиностроения, о том, что мы хорошие кадры для завода можем получить только со стороны. У нас сейчас выросли сотни стахановцев и воспитались десятки замечательных руководителей производственных участков, бригадиров, мастеров и т. д. За пять лет работы начальником цеха я вырастил из рабочих свыше 20 бригадиров. Из них сейчас многие уже выдвинуты на должности мастеров. Растить новых стахановцев, ударников, воспитывать из них руководителей, ширить социалистическое соревнование — вот боевая задача всех нас — начальников цехов и отделов. Чубарев, начальник сборочного цеха завода «Автоприбор» («Призыв», 15 января 1938).
«Усилить борьбу за честь заводской марки «Автоприбор» За последнее время завод «Автоприбор» значительно улучшил свою работу, доведенную до развала бывшим вредительским руководством Стасюка. Поднялась производительность труда, выросли ряды стахановцев. В результате работы только последних четырех месяцев прошлого года завод имеет 5140 тысяч рублей прибыли. Улучшение в работе завода бесспорно. Однако на заводе имеются крупнейшие недостатки, о которых нельзя умолчать. На «Автоприборе» неблагополучно с комплектностью продукции. По отдельным деталям, как, например, спидометр М-1 и ЗИС план выполнен на 72,4 проц., гибкий вал АА – 74,7 проц. Некомплектность продукции тормозит другие заводы, которые «Автоприбор» снабжает деталями и ставит их работу под угрозу срыва. Крайне плохо осваивает завод новые приборы. На освоение спидометра АС вложены десятки тысяч рублей, между тем его не могут освоить вот уже в течение трех лет. В этом деле на заводе существует целая чехарда, в конструкцию прибора вносятся почти ежедневно изменения. Все это объясняется тем, что в техническом отделе нет строго продуманных чертежей. Так же медленно осваивается масляный манометр для тракторов ЧТЗ. По вине «Автоприбора» в прошлом году до 800 тракторов долгое время не могли быть использованы из-за не имения на них масляных манометров, которыми он обязан был обеспечить. В течение двух лет тормозится на заводе освоение таксометра. Неблагополучно на заводе с качеством продукции. Потери от брака в прошлом году составили 537,4 тысячи рублей. Завод имел возвращенного брака потребителями на 418 тысяч и рекламированного брака. О том, что на заводе и сейчас нет надлежащей борьбы с браком подтверждают факты. В декабре прошлого года были забракованы 600 осей 32/1 из-за неправильной резьбы под винт. Однако заведующий производством Долгий распорядился их использовать. По распоряжению Долгого в начале января также были пущены в употребление 360 брачных осей с неправильной закаткой, из-за чего после приходилось разбирать приборы. И все это делается под видом «эксперимента». В январе ОТК забраковал флянец, который имеет отклонение зуба до 10 градусов, но Долгий приказал и этот брак пустить в сборку. В бригаде спидометра 116/1 куча брака. Бракоделы на заводе не получают должного отпора. Долгий не видит или не хочет видеть перспектив, когда же завод покончит с браком. А брак снова начинает идти в гору. В ноябре брак составлял 2,4 проц., в декабре — 2,7 процента. Почти ежедневно сборочный цех получает брачные детали… И каждый раз этот брак принимают лишь бы не было простоев. Этот путь наименьшего сопротивления опасен для завода, нужны серьезные меры, устраняющие брак. Этих мер не видно со стороны заведующего производством Долгого. У него одна жалоба — «плохой металл, нет инструментов». Отсюда — «брак был, браком и будем работать». Поведение Долгова на заводе по меньшей мере становится странным. Долгий не так давно выступал на собрании рабочих и доказывал о «невозможности соревнования, когда на заводе не хватает деталей». Такое выступление Долгого дезориентирует на заводе стахановское движение и ослабляет борьбу за производственный план. О плохом качестве деталей известно директору завода тов. Романовскому. Начальник цеха № 5 Чубарев просил директора принять меры к начальникам цехов № 2 и 3 на недопустимость с их стороны повторности брака одних и тех же деталей. Я вместо практической помощи начальнику цеха Романовский наложил бюрократическую резолюцию. — «Тов. Чубареву. Сообщите в первую очередь начальникам цехов. Это будет полезнее». Если перевести такую резолюцию на политический язык — выходит: не лезьте, знаем и без вас. Культивировалась на заводе и антигосударственная практика. Целый ряд рабочих цеха № 5 и 6 в октябре—декабре оставались в производстве сверх нормального рабочего времени еще на 2-3 часа. Были факты, когда отдельные рабочие работали по две-три смены подряд. Так, например, работал из цеха № 5 Лешин, Гладышев, Успенский, Дюков, Степанов. Часто оставался на приработку бригадир цеха № 5 Лакашин, слесаря цеха № 6 Зеленцов Я.В., два брата Анарышевых, Кондратьев и др. И вся выработанная ими продукция записывалась, как выполненная за 7-часовой рабочий день. Это антигосударственное дело, практиковавшееся в отдельных случаях, не находило должного отпора со стороны начальника цеха № 5 т. Чубарева и бывшего начальника цеха № 6 Фальковича. Факты антигосударственной практики в единичных случаях наблюдались в цехе № 5 и в январе. Оставался сверх 7 часов работать бригадир Степанов, оставались также рабочие на масляном манометре. Все эти факты антигосударственной практики дискредитируют стахановское движение, подрывают развернувшееся на заводе социалистическое соревнование. На них ни партком, ни директор завода т. Романовский политически не реагировали. Об этом, как заявил слесарь Зеленцов Я.В., знал председатель завкома т. Симонов и второй секретарь парткома т. Тарасов. Перед заводом «Автоприбор» в этом году стоят большие задачи. Заводу предстоит освоить до 20 новых приборов и значительно увеличить выпуск готовой продукции. На основе стахановского движения хозяйственное руководство с помощью парторганизации обязано решить поставленные задачи успешно. По-большевистски драться за честь прибора, за заводскую марку! Н. Кулаков» («Призыв», 27 января 1938).
«Почему мы бракуем автоприборы «Автоприбор» своими приборами снабжает Горьковский автомобильный завод. Надо сказать, эта продукция бывает не всегда доброкачественная. И вот, с целью контроля за его работой, Горьковский автозавод организовал на «Автоприборе» свою контрольную инспекцию. Мне, как заведующему инспекцией, приходится ежедневно сталкиваться с фактами, когда на заводе брачные приборы пытаются сбыть за хорошие. Контролеры Горьковского автозавода проверяют приборы после контролеров завода «Автоприбор». И несмотря на это, мы обнаруживаем очень много брака. За пять последних месяцев 1937 г. нами забраковано 1834 спидометра М-1 или 17 процента предъявленных нам приборов. В январе нами забраковано 183 прибора. Много брака встречается и по комбинированному щитку. За те же 5 месяцев 1937 года нами забракован 1681 прибор — 13 процентов. В январе забраковано 330 прибора – 14 проц. В декабре, например, дело дошло до того, что было забраковано 695 приборов или 22 процента. По стеклоочистителю М-1 в декабре забраковано 252 прибора - 7 процентов, в январе 209 приборов – 12 проц. Почему мы бракуем? Основной брак по спидометру — заедание стрелок скоростного узла, биение стрелок, неправильное показание скорости. Брак заедание стрелки вызывался в основном от недостаточного первоначального натяжения волоска. Эту причину брака устранили путем сокращения шкалы показаний от 0 до 20 км. Но все равно брак по заеданию стрелки до настоящего времени еще есть и вызывается в основной наличием железной стружки в приборе, которая садится на магнит, а т. к. зазор между картушкой и магнитом не значителен, то стружка и оказывает тормозящее усилие на картушку, что приводит к заеданию стрелки. Для устранения этого заедания необходимо ввести продувку прибора перед закрытием. Об этом администрация знает, но до настоящего времени продувку прибора в систему не вводит. Биение стрелки в основном вызывается из-за несоответственных размеров той или иной детали скоростного узла или из-за неправильной технологической обработки деталей этого узла. Неправильное показание скорости зависит от многих причин: недостаточное старение магнита сравнительно быстро отражается на правильности показания скорости, брак по этой причине может обнаружится уже в эксплуатации прибора. Неправильное показание приборов еще не вышедших из стен завода объясняется по причине плохой транспортировки и хранения на складах. Нужно ответственное лицо на этом участке. Есть случаи, когда приборы подают целыми ящиками и естественно магнит теряет свои свойства. Заводская лаборатория неточно и не систематически занимается проверкой паспортов на контрольные и рабочие установки. Нередки случаи, когда установки отдела технического контроля и цеха только что проверенные, дают разные показания. Хуже того, установки лабораторией проверяются не до начала работы, а после, поэтому есть случаи, когда годные приборы, проверенные на таких «установках» бракуют, а бракованные пропускаются потребителю. По комбинированному щитку М-1 основной брак: неправильное показание указателя бензина (УБ), неправильное показание масленого манометра (М. М.) и заедание стрелок в приборах. Неправильное показание УБ при данной конструкции неизбежно, т. к. прибор не имеет термокомпенсатора, из-за чего незначительное температурное изменение влияет на правильность показаний прибора. Неудивительно, когда прибор приходит на автозавод, перед тем, как его проверить на установке, кладут на батареи для подогрева. Если же не производить этого, то прибор будет «показывать», при наличии в баке бензина на 1/4, на штрихе «полный» или больше на 3/4. В технических условиях же говорится, что прибор не должен изменять показаний при колебании температуры от —25 до +50 град. «С». Неправильное показание масла происходит в основном после того, как прибору дадут мгновенную трехкратную нагрузку, т. е. в 6 атм. Казалось бы прибор не должен изменить своих показаний, т. к. он имеет ограничитель трубки Бурдона, но, к сожалению, конструктивно ограничитель остался недоработан и своего назначения, как ограничитель, не оправдывает. При нагрузке в 6 атм. трубка Бурдона выходит в сторону от ограничителя и деформируется, теряя тем самым правильность показаний. Брак заедание стрелок по всем трем приборам щитка вызывается из-за недостаточной жесткости оснований приборов УБ, ММ и АМП. Основания должны быть усилены за счет их рифления. Сейчас же на сборке приборов основания самым безобразным образом уродуются, тем самым дают возможность оси стрелки иметь перенос, что и вызывает заедание стрелок. Общий вид брака как по щитку, так и по спидометру — это небрежность сборки, выразившаяся по спидометру за 5 месяцев 1937 г. в количестве 276 шт. и по щитку в количестве 302 приборов. Этот брак, вызванный исключительно небрежностью сборщиков, представлен в виде: грязные шкалы, стрелки, стекла, мусор в приборах и даже посторонние детали в приборах. Кроме этого брака, к общему браку следует отнести биение стекол, что на заводе ГАЗ составляет около 5 процентов. Если же взять общее количество лопнутых стекол на ГАЗ и заводе «Автоприбор», то это составит больше 10 процентов. Для устранения этого вида брака необходимо немедленно ввести искусственное старение стекол. Основной брак по стеклоочистителю в том, что приборы маломощны и не создают нужный крутящий момент 10 кг. см при вакууме 510 мм. или же не работают на холостом ходу. Причина — не герметичность рабочих камер прибора. Чтобы избежать этого брака, надо запретить на сборке обколачивать поршень стеклоочистителя молотком по произволу сборщиков, так как этим они забивают фольгу, что влияет на работу прибора. Ввести полибровку поршня по корпусу и приработку приборов после сборки путем их прогона на установках. Здесь опять необходимо напомнить лаборатории завода о немедленной дачи методики приемки стеклоочистителей. Это по меньшей мере безобразие, когда собранные рабочими приборы контролем бракуются почти на 85—90 процентов. Однако, лаборатория, несмотря на все просьбы и требования разработать методику приемки стеклоочистителей, остается безучастной. Зав. инспекцией Горьковского автозавода Никитин» («Призыв», 5 февраля 1938).
«ЛЫЖНИКИ ОБЩЕСТВА «СНАЙПЕР» ПОЕДУТ НА ОБЛАСТНЫЕ СОРЕВНОВАНИЯ ПО ЛЫЖАМ 8 февраля сборная команда в составе 9 лыжников физкультурного с коллектива общества «Снайпер» (завод «Автоприбор») выезжает в г. Иваново для участия в соревнованиях по лыжам. Мужчины будут соревноваться в переходе на лыжах на 30 километров и женщины — на 15 километров» («Призыв», 5 февраля 1938).
«За производство лучших в мире контрольно-измерительных приборов «Автоприбор» является заводом, производящим точные контрольно-измерительные приборы, которые раньше ввозились из-за границы. В настоящее время завод работает над освоением целого ряда совершенно новых приборов, еще не выпускаемых в нашем Союзе. Потребность в более лучших современных приборах настолько ощутима, что ее видит каждый, любуясь красивыми автомобилями, выпускаемыми заводами имени Сталина и имени Молотова. К этим изящным советским машинам завод обязан дать красивые, добротные приборы. Помимо высокого качества приборов к автомобилям, завод «Автоприбор» также должен дать хороший прибор к новым маркам машин, как к двухэтажному троллейбусу, к дизельным тракторам ЧТЗ и другим. Сейчас уже проводят испытание сорока новых манометров для дизельных тракторов ЧТЗ, счетчик для 2-х этажного троллейбуса и дистанционный термометр с длинной каппилярной трубкой. Сдано в испытание три готовых таксометра. Из всех новых приборов самым сложным является таксометр, который вместе с редуктором насчитывает 554 разных детали, а всего их в разбросанном виде более 1000 штук. Таксометр сконструирован молодым инженером Двоскиным из лучших заграничных образцов приборов и совершенно отлетается от заграничных таксометров тем, что он по своей конструкции проще и удовлетворяет полнотой выполнения счетных функций. Если заграничный таксометр имеет 5—6 функций счетных исполнений, то наш таксометр имеет 9 функций. Таксометр — это сложный контрольно-счетный прибор, производящий указания о взимании с пассажира платы пользующегося таксометром за пройденный путь и суммирующий всю сумму, полученную шофером за пройденное расстояние в день работы, а также регистрирует свободное движение машины. Овладение техникой выпуска этого прибора освобождает нашу страну от необходимости ввоза таксометров из-за границы, стоимость которого равна ста американским долларам. Освоение и массовый выпуск таксометров — это исключительно важная хозяйственно-политическая задача. Для того, чтобы прибор пошел в массовое производство предстоит очень и очень много работы. Технический отдел, возглавляемый инженером тов. Поповым, должен в течение марта и апреля дать технический точный график освоения приборов, нужно изготовить 320 штампов, 7 форм, а также массу режущего и мерительного инструмента. Однако к их изготовлению на заводе еще не приступали, хотя по выпуску новых приборов завод имеет плановое задание. Задача, которая поставлена перед заводом по выпуску новых приборов, должна быть разрешена гораздо быстрее. И долг коллектива завода «Автоприбор» и особенно его инженерно-технических работников — наладить массовое производство и дать стране лучшие в мире по конструкции и качеству приборы. Гущин» («Призыв», 15 февраля 1938).
«Когда же будет построен дом? Достройка дома завода «Автоприбор» по ул. Ерофеевского спуска по плану должна закончиться к 1 мая, но судя по тому, что делается там сейчас, дом этот к сроку не будет построен. Строительные работы, намеченные на январь, выполнены всего лишь на 3 процента. В феврале работа идет еще хуже. Для окончательной отделки требуется около 140 кубометров пиломатериалов и 80 кубометров круглого лесоматериала. По плану лесоматериал должен быть на строительной площадке к 7 февраля, но в настоящее время нет ни одного кубометра, хотя лес на этот дом заготовлен еще в 1936 и 1937 гг. Рабочие ходят из угла в угол и не знают, что делать, нет определенной работы, выполняют такую работу, которую можно сделать в последнюю очередь. Не так давно поступило два вагона леса специального назначения на балки, который оказался сильно поврежденным. Бесхозяйственность в отделе капитального строительства выражается еще и в том, что им заготовлено без особой надобности 680 кг. сажи голландской, сурика тертого 2600 кг., клею малярного 1234 кг., синей эмали 50 кг. Все эти материалы лежат годами на складе без движения. Андрианов, Авдюнин» («Призыв», 27 февраля 1938).
«Молодой инженер-конструктор завода «Автоприбор» Двоскин А.3. сконструировал таксометр для автомашин такси. Таксометр имеет 1200 деталей и впервые изготовлен в Союзе заводом «Автоприбор» («Призыв», 17 марта 1938).
Инженер Двоскин проверяет работу таксометра в заводской лаборатории.
«Бракоделы в штамповочном цехе завода «Автоприбор» Штамповочный цех завода «Автоприбор» выпускает много брачных деталей и портит ценные металлы. Вот цифры. С 15 февраля забраковано 250 кожухов и рантов 11-1. Как будто на первый взгляд эта цифра сравнительно небольшая. Однако, забракованные детали сделаны из высокоценного металла — латуни и приносят ущерб для предприятия. Происходит брак потому, что люди, работающие на прессах, как следует не следят за исправностью штампов, в которые попадают отходы и от этого на деталях образуются забоины. Администрация не проявляет нужной настойчивости в наведении порядка на прессах, не добилась того, чтобы в нужное и определенное время штампы протирались. Еще больше идет деталей в брак из белой жести. За две недели их отправлено в утильцех 2705 штук. Здесь немало брака получается по вине наладчиков. В один из дней постаночный контролер т. Богатова обнаружила, что из-за малого первого рефляция прессом рвет мембрану масляного манометра. Об этом тов. Богатова предупредила старшего наладчика Морозова. Несмотря на явный брак, Морозов все же разрешил штамповщикам продолжать работу. В результате было наделано по вине Морозова и других 2200 негодных мембран. Между тем, стоило провести дополнительное первое рефление и брака не получилось бы. Нередко бывает и так: наладчики однобоко выставляют штампы и получается от этого деталь косая, с борением и не того размера, который нужен. Всего за полмесяца цехом испорчено более 4 тысяч деталей из цветных металлов, а железных почти в три раза больше — 11510 штук. Правда, по учету значится, что 4500 флянцев спидометра забракованы из-за непригодного материала. Спрашивается, зачем же тогда тратить время и средства на изготовление брака. Такой напрасной работы вполне можно избежать, но оказывается, что у контролеров и самого начальника цеха тов. Андреянова сложилось такое убеждение, что якобы узнать пригодны ли будут детали из данного материала можно лишь при последующих операциях, под другими штампами. Выходит, что работа цеха построена на риске, на авось. При такой работе на риск ежемесячно выбрасываются десятка тысяч брачных деталей. Хуже того, в цехе происходят довольно сомнительные «ошибки». Не так давно вместе с хорошими были смешаны и сданы в отдел технического контроля для передачи в другой цех брачные детали. Безусловно такие «ошибки» могут делать лишь люди, далеко не заинтересованные в выпуске качественных приборов. Коллектив штамповочного цеха и в первую очередь начальник тов. Андреянов обязан наладить безбрачный выпуск продукции. А. Карнулин» («Призыв», 21 марта 1938).
«Почему завод «Автоприбор» находится в прорыве На производственной конференции рабочих, инженерно-технических работников завода «Автоприбор», состоявшейся 18 марта, были подведены итоги работы завода в первом квартале. Результат оказался крайне неудовлетворительный. В январе план по готовым приборам был выполнен на 98,5 пред., по комплектности на 90,3 проц. В феврале завод работал еще хуже. По готовым приборам план выполнен только на 92,4 проц., по комплектности на 68 проц. Не лучше работает завод и в марте. До сих пор завод продолжает выпускать значительное количество брачной продукции. Если в январе брак составлял 3,1 проц., то в феврале он увеличился до 4,1 проц. По отдельным цехам брак значительно выше. Так, например, в цехе № 1 в феврале брака было 5,1 проц., в цехе № 9 — 10,5 проц., в цехе № 5 — 9,7 проц. Все это привело к большим убыткам. От брака завод понес убытка в инваре 33 тысячи рублей, в феврале — 44 тысячи. Перед заводом стояла задача быстрее освоить новые приборы и пустить их в массовое производство. С этой задачей завод не справляется. Такие приборы, как стеклоочиститель ЗИС, гибкий вал для ЗИС и троллейбусный стеклоочиститель до сих пор не выпускаются. План выпуста спидометра ЗИС выполнен всего лишь на 10 проц., гибкий вал ГАЗ — 18 проц., стеклоочиститель ГАЗ — 24 проц., бензомер — 30 проц. Очень плохо осваиваются и такие приборы, как масляный манометр и спидометр 116-2. Цифры показывают, что завод с каждым месяцем работает все хуже и хуже. Главная причина позорной работы в том, что в цехах нет настоящего хозяйственного руководства, существует безответственность. На заводе не видно лица производственного и технического отделов, функции которых за последнее время свелись к бумажному руководству. Эти отделы, возглавляемые тт. Долгим и Поповым, не организуют работу в производстве. Порядочное время на заводе не выпускались приборы ЗИС из-за отсутствия нитра белого. Когда подумали, из положения вышли, составив комбинированный состав. Другой факт. Задерживался выпуск гибкого вала, не было проволоки 0,3 мм. Начальник цеха тов. Радзиевский сумел обойтись без нее, применив другого размера. Или из-за отсутствия цианистого цинка не выпускался спидометр ГАЗ. Подумав над применением другого состава, начальник цеха — выдвиженка тов. Шеметило вышла из положения. Кожух 22 и другие детали стали покрываться составом не хуже цианистого цинка. Однако, все это прошло мимо технического отдела и подведомственной ему лаборатории. Технический отдел стоял в стороне от организации технологического процесса на зaводе по сложным приборам. Характерный факт привел на конференции выдвиженец — начальник цеха № 6 тов. Маринин. — Принесли ко мне из других цехов трипку для велозвонка, — говорит Маринин, — и предложили исправить ее, но что исправить так и не сказали. Оказывается, от исправления ее все отказались. Где же техническое руководство? Много справедливых упреков было предъявлено на конференции производственному отделу. По существу это пустое место в заводе. — Производственный отдел планирует так, — говорит начальник цеха № 3 тов. Соловьев, — это от этого приходится в день делать по 5—7 переналадок станков. При таких условиях разве можно выполнить программу? — Мне, — говорит тов. Радзиевский, — производственный отдел запланировал выпустить гибкие валы для машины ЗИС, а деталей для них нет, еще инструмент по ним только заказали сделать. Заведующий производством Долгий не знает, что делается в заводе. Производственный отдел не борется с трудностями по освоению сложных приборов, он избегает их. Об этом говорили на конференции тт. Чубарев и Тарасов. Планируя работу, Долгий делает так, что в плане предусматривается выпуск более несложных приборов. Такая маскировка, чтобы выполнить план в суммовом выражении, до последнего времени не получала на заводе должного отпора. Простои на заводе растут. В январе они составили 1700 часов, в феврале 2 тысячи, а на 16 марта они уже дошли до 2080 часов. В этом значительная доля вины, кроме производственного и техничсекого отделов, также и отдела главного механика. На заводе неудовлетворительное состояние с оборудованием, между тем сроки ремонта его задерживаются, качество ремонта плохое. За оборудованием нет надлежащего ухода, а это ведет к частым авариям. Много простоя из-за недостатка деталей. В цехе № 5 в феврале был простой 820 часов, из них 420 часов от ненормального снабжения деталями. Растут простои также и от нераспределительности в цехах. Рабочие подолгу простаивают в очередях у ларька, чтобы напиться. С браком на заводе нет надлежащей борьбы. Существует семейственность, своего рода «амнистия». посредством которой в обработку принимаются заведомо брачные детали. Об этом говорил на конференции бригадир цеха № 5 тов. Богомолов, стахановки Матюшина, Копыльцова и другие. — 17 марта, — говорит Матюшина, — бригадир дал мне брачные приборы и оказал, собирай, все равно без дела сидишь. Я собрала, за мной другие накрыли прибор, а техконтроль их не принял, пришлось снова разбирать. Интересные факты привел тов. Богомолов. Оказывается, в цехе № 5 списали как брак 1726 осей 72, свыше 700 крышек, до 3 тысяч пластин. И все это проходит безнаказанно. В цехе лежит около 10 тысяч некомплектных стеклоочистителей, да на складе еще больше. Указывалось на конференции на плохую работу сектора инструментального хозяйства, руководимого тов. Тарапатой, на отсутствие дисциплины в заводе, на плохую техническую учебу. На заводе имеются все условия для лучшей работы. Там сотни стахановцев изо дня в день показывают высокую производительность труда. Надо лишь на примере этих лучших людей шире развернуть стахановское движение, создать рабочим нормальные условия в работе. И прежде всего, пора кончить на заводе с безответственностью среди отдельных инженерно-технических работников, поднять инициативу, навести в цехах порядок. Надо, чтобы производственный, технический отделы и отдел главного механика, засуча рукава, взялись за свое дело. Н. Кулаков» («Призыв», 22 марта 1938).
«Равняться на лучших Много на заводе «Автоприбор» имеется стахановцев, которые честно, добросовестно относятся к работе, отдают полностью производству все 420 минут рабочего времени, показывая высокую производительность труда. Вот что рассказывает контролер зашкуровочной мастерской цеха № 4 Нина Шпагина: — Я работаю на заводе второй год и за это время не имею ни одного замечания. Все 420 минут я добросовестно работаю, зря не сижу, к порученному делу отношусь внимательно. За последнее время я сократила пропуск брака до 1 проц. и вдвое увеличила производительность. Хорошо также работает в цехе молодая стахановка Маруся Хренкова. Каждый месяц она выполняет норму на 180—200 проц. Недавно мне пришлось беседовать с работницей цеха тов. Александровой. План она в феврале выполнила на 108 проц. Неплохо работает и в марте. — В первую очередь, — говорит тов. Александрова, — я стремлюсь дать продукцию хорошего качества. За честь заводской марки все мы должны бороться. О нашей счастливой жизни заботится партия, правительство и лично товарищ Сталин — наш друг и отец советской молодежи. Вот почему мы обязаны на благо родины улучшить свою работу. Наш завод за последнее время сдал темпы, план не выполняет. Это накладывает на коллектив рабочих обязанность вывести завод из прорыва. Бригадир цеха № 4 Сорокин» («Призыв», 17 марта 1938).
«На «Автоприборе» нет решительной борьбы с браком На заводе «Автоприбор» очень много говорилось о браке, от которого завод ежемесячно несет десятки тысяч рублей убытка, немало выносилось аллилуйских заверений, что покончат с этим злом. Но дальше разговора дело пока не идет. Решительные меры к ликвидации брака все еще не принимаются. Приведу несколько фактов. Цех № 1 вырабатывает барабанчики, показывающие на счетном приборе километраж, при чем цех льет эту деталь очень плохо: на них много раковин, цифры получаются одни больше, другие меньше. Из-за небрежной работы цеха № 1 (начальник т. Карцев) по этим деталям получается много брака. Слабо борется с браком и цех № 4, который получает детали в окраску без предварительной проверки. Иногда получается так, что окрашенные детали после бракуются. Много брака и в цехе № 2 (начальник т. Андрианов). Такие детали, так циферблат 1-1 масляного манометра и шкала 18-1 амперметра часто выходят из под штамповки изогнутыми, в буграх, раковинах. Все это происходит от несерьезного отношения к делу. В цехе № 4 (начальник т. Рогожина) не всегда бывает доброкачественная окраска деталей. 15 марта из 200 деталей шкалы 21-1 масляного манометра половина оказалась брачной. Загрунтовка их проведена плохой краской, отчего на деталях получился мусор, пришлось эту краску счищать и снова перекрашивать. В этот же день сменный бригадир тов. Гуськов произвел недоброкачественную окраску циферблата 1-1 масляного манометра, больше 50 проц. деталей было отправлено в травилку, чтобы снять нанесенную краску. Наш цех № 4 по работе связан с цехом № 5. Отдельные его недостатки нам видны, и о них я хочу рассказать. 16 марта из цеха № 5 привезли в наш цех деталь — шкалу 7-1 для спидометра, чтобы ее перекрасить. На этих деталях имелись другие дефекты: шкала была погнута, некоторые фиксаторы у шкалы отломаны, некоторые пригнуты, но об этих недостатках в требовании не указывалось. В этот же день была привезена деталь шкала 8-1 для спидометра. В акте было написано: перекрасить за счет цеха № 5, а кто должен уплатить за снятие старой краски и за рихтовку (исправление погнутостей) — в акте не написано. Выходит, цех № 4 должен сделать за свой счет. 14 марта был еще такой случай. На перекраску привезли весь изогнутый циферблат 1-1 масляного манометра, который вначале требовал исправления. Но так как цех № 4 такие детали не исправляет, так как нет штампов, а только окрашивает, то эти детали были не приняты. Однако, цех № 5 (быв. Начальник т. Чубарев) нашел другой выход. Вместо того, чтобы отправить детали вначале в травилку на снятие на циферблате делений и краски, а затем на исправление в цех № 2, их посылают прямо в цех № 2. После оказалось, что при исправлении металл под штампом продавился. Примерно, из 3000 деталей — 75 процентов пошло в брак. Из этого неловкого положения сумел выйти цех № 2. Он весь этот циферблат сдал на склад полуфабриката, а со склада привезли опять в цех № 4 на окраску. В этом деле цех № 4 занял неправильную позицию. Лишь бы рабочие зря не сидели, он принял в окраску все эти брачные детали без предварительной проверки. Получилось так, что от этого завод понес большие убытки. Во всех цехах имеется порядочный штат контролеров, но почему он не всегда выполняет порученные ему функции? Почему брак одних цехов все-таки проникает в другие цеха и в больших размерах. Все это показывает, что на заводе «Автоприбор» нет еще настоящей борьбы за честь заводской марки. Сорокин» («Призыв», 30 марта 1938).
«Артисты драмтеатра 28 марта провели в цехах завода «Автоприбор» инсценировки по произведениям Горького» («Призыв», 30 марта 1938).
«КОГДА НА «АВТОПРИБОРЕ» ВСЕРЬЕЗ ВОЗЬМУТСЯ ЗА OCBOЕНИЕ НОВЫХ ПРИБОРОВ Перед заводом «Автоприбор» стояла конкретная задача — освоить и пустить в массовое производство такие приборы, как масляный манометр ММ-1 для тракторов, спидометр 116-2 АС, мотоциклетный спидометр и др. Однако, за выполнение этой задачи на заводе не было надлежащей борьбы. К освоению спидометра 116-2 АС приступили еще в 1936 году. В начале планом предусматривалось пустить этот прибор в массовое производство в октябре 1937 года, затем перенесли на декабрь, а потом на февраль 1938 года. Сроки все прошли, но спидометр 116-2 по-настоящему не освоен и в массовое производство не пущен. Сейчас этот прибор выпускается мелкими партиями — по 30—40 штук в день, при потребности не менее 100 в день. Медлительность выпуска спидометра 116-2 кроется в обезличке, в отсутствии ответственности за выпуск прибора. Освоение спидометра вначале было поручено инженеру Емельянову, затем Левит, от него перешло к Булкину, от Булкина к Шмакову. В последнее время эта работа была уже поручена тов. Чубареву. От такой обезлички освоение прибора двигалось крайне медленно. И что характерно, магнитный узел спидометра долгое время не был полностью освоенным. Для изготовления детали была выделена иная сталь, чем полагается, требующая особой термической обработки. A этого как раз и не соблюдалось. В результате магниты не давали того магнитного потока, который бы обеспечил нормальную работу прибора. Во всем этом большую пользу могла бы оказать лаборатория завода. Но она надлежащей помощи по освоению этого прибора не оказала, не оказывает ее и сейчас. Некоторые детали для спидометра цеха изготовляют неряшливо, с браком. Шестеренки 21-1 в количестве 15 тысяч оказались все брачными, мостик имеет неточные отверстия, червяк 3-1 и 4-1 имеет грубую нарезку и т. д. Все это бесспорно задерживает освоение и пуск в массовое производство спидометра 116-2. О том, что на заводе не было надлежащей борьбы за выпуск новых приборов подтверждает так же следующий факт. Сборку спидометра 116-2 должен производить сборочный цех. Но, спрашивается, как он может производить выпуск приборов в массовом количестве, когда цех для этого не имеет установки и приспособлений. По плану мотоциклетный спидометр завод должен выпустить в третьем квартале 1937 года. Между тем бывший директор завода тов. Романовский и главный инженер завода тов. Новиков сроки выпуска прибора переносили несколько раз. Все это порождало безответственность в работе, нежелание бороться и побеждать трудности. Так оно и было на деле. Производственный отдел завода, в лице быв. заведующего Долгого, чтобы повысить процент выполнения плана, давал задание цехам «нажимать» на более несложные приборы и менее заниматься освоением новых приборов. Несмотря на то, что сроки выпуска мотоциклетного спидометра давно истекли, этот прибор еще окончательно конструктивно не уточнен, в особенности по креплению пластины держателя оси червяка. Нет также мерительного инструмента: скобы 2,65 для измерения трибки, станок Кепфер не обеспечен набором шестерен для нарезки червяка, нет приспособлений для обработки корпуса редуктора и т. д. К такому состоянию с выпуском мотоциклетного спидометра привела вся та же безответственность, так как освоение прибора передавалось несколько раз от одних лиц к другим. Одинаково положение и с освоением масляного манометра ММ-1 для тракторов. Характерно еще одно: производственный отдел «забыл» заказать на весь 1938 год некоторые материалы для масленого манометра, как, например, висмут. Странно, как думал производственный отдел осваивать и выпускать в производство этот прибор без указанного материала? К руководству завода, производственного отдела и ряда цехов сейчас пришли новые люди. И перед ними стоит задача - сделать все для освоения новых приборов. Любые трудности должны быть преодолены. Страна ждет от завода выпуска в массовом количестве необходимых приборов. Н. Кулаков» («Призыв», 2 апреля 1938).
«Клуб не обслуживает рабочих Клуб завода «Автоприбор» совершенно оторвался от рабочих и с ними не проводит никакой работы. В клубе есть хороший драмкружок, однако его выступления бывают редко. Кружок не имеет своих костюмов и берет на прокат, выплачивая большие деньги. Есть и другие кружки, но об них рабочие не знают. На завод кружки не выходят и вообще клуб на заводе не ведет никакой работы, не живет производственной жизнью вместе с рабочими. Во время массовых вечеров в клубе царит полное бескультурье и никто за этим не смотрит. Наконец, почему до сих пор не используется звуковой киноаппарат? Когда же рабочие завода «Автоприбор» смогут культурно отдыхать в своем клубе? Агаев» («Призыв», 5 января 1938). «Еще раз о клубе завода «Автоприбор» На-днях «Призыв» писал, что клуб завода «Автоприбор» не обслуживает рабочих. В самом деле, в клубе нет почти никаких игр, за исключением домино, да и те были унесены в клуб им. Молотова, когда там шло собрание рабочих. Радиоустановка в клубе бездействует. Плохо работают и клубные кружки, как, например, драматический. За свое время в клубе немало сменилось заведующих, и все они уходили, не отчитываясь о своей работе. Недавно заведующий клубом т. Кротов задумал провести клубную рабочую конференцию с отчетом о работе и выборами правления. Подготовки к конференции не было, рабочие о ней не знали. На конференцию собралось около 60 человек. Так она и не состоялась. Все эти недостатки проходят мимо председателя завкома т. Симонова, который почему-то не хочет обсудить сигналы печати о плохой работе клуба. Агаев» («Призыв», 27 января 1938). «Культурная библиотека При клубе завода «Автоприбор» имеется библиотека, которая вначале работала очень плохо в виду частой смены библиотекарей. В последнее время библиотекой заведовала тов. Власова. Работой она не интересовалась. Среди читателей бесед не проводила, учета выданных книг не вела. Недавно библиотекарем стал работать тов. Кочмарский, который взялся за наведение в библиотеке порядка. Сейчас библиотека приведена в культурный вид. Читателям дается совет, какую надо прочитать литературу. Посещаемость библиотеки резко увеличилась. Ежедневно за книгами приходят до 50 человек, а всех читателей насчитывается свыше пятисот. В библиотеке проводится разбор художественной литературы. Недавно с читателями разбиралась книга Павленко «На Востоке» и А. Толстого — «Хлеб». Агаев» («Призыв», 3 апреля 1938). «30 марта в клубе завода «Автоприбор» открылась олимпиада рабочей художественной самодеятельности. Все стены коридора и комнат увешаны прекрасно-отделанными художественными картинами членов кружка ИЗО, подготовленных к олимпиаде. Среди них много картин, написанных с натуры. Драматический кружок поставил пьесу «На границе» 31 марта олимпиада началась выступлением духового оркестра. Он исполнил марш «Чикаго», «Попури» из оперы «Пиковая дама» —музыка Чайковского и песенку из кино-фильма «Если завтра война». До поздней ночи затянулся просмотр. Было исполнено много разнообразных художественных номеров: пляска, восточный танец, декламация, отрывки из оперы «Евгений Онегин» и др. Особо следует отметить выступление хора рабочей семьи Клочковых, прекрасно исполнивших народные песни «Москва», «Соловьем залетным», «Попури» из двух десятков народных песен и «Вдоль по улице широкой». В исполнении чувствовалась подлинная русская народная песня. Хорошо исполнили — арию Татьяны из оперы «Евгений Онегин» работница цеха № 10 Пашенцова и домохозяйка Мельникова арию няни. Вчера вечером олимпиада закончилась» («Призыв», 3 апреля 1938). «За развитие широкой художественной самодеятельности В течение трех дней шел смотр художественной самодеятельности рабочих завода «Автоприбор». Он показал огромную творческую силу, выявил много одаренных товарищей. Олимпиада охватила почти все жанры художественной самодеятельности. Были представлены певцы, обладающие приятным музыкальным голосом, например, тов. Долгов—начальник цеха № 11, декламаторы, игроки на баяне, скрипке, гитаре, ксилофоне (12-летняя Тейковцева), плясуны, художники Бредусов, Большаков (фрезеровщик цеха № 6), Варламов (токарь цеха № 6) и др. Смотровая комиссия с участием представителя от ЦК союза рабочих точного машиностроения тов. Соколова премировала лучших исполнителей: Гущина, Женухину, Пашенцову, Мельникову, Гонобоблева, Долгова, хор семьи Клочковых и др. Олимпиада — большое культурно-массовое политическое мероприятие. Она дала толчок к дальнейшему развитию художественной самодеятельности рабочих. Задача заводских организаций - закрепить выявленные силы, создать им условия в работе» («Призыв», 4 апреля 1938). «В КЛУБЕ ЗАВОДА «АВТОПРИБОР» УСТАНОВЛЕНО ЗВУКОВОЕ КИНО При клубе завода «Автоприбор» установлено звуковое кино. На днях был организован первый просмотр картины. Передача звука хорошая. Первое время заводской комитет использует киноустановку для показа картин своим рабочим бесплатно. При зрительном зале устроено фойе. Здесь уютно, расставлены цветы, на стенах — картины. В фойе будет играть духовой оркестр. Агаев» («Призыв», 14 мая 1938).
«НАВЕСТИ ПОРЯДОК В РАСХОДЕ МЕТАЛЛОВ На заводе «Автоприбор» нет настоящей борьбы за экономию металла. Приведем примеры. Начальник конструкторского сектора тов. Двоскин должен был провести работу по переводу изготовления алюминиевых шкал на жестяные, но это мероприятие до сих пор не разработано. Не проводятся в жизнь и другие мероприятия, включенные в план экономии металлов. Для получения более точного калиброванного материала и снижения норм расхода металла на автоматы, на заводе должен работать волочильный станок. Для того, чтобы станок работал, нужно переделать самоход. По этому вопросу мне пришлось обратиться к бывшему начальнику технического сектора тов. Сережникову и главному механику тов. Самойлову, но к ремонту станка все же не приступили. — Нет лимитов,— заявляют они. В экономия металла немаловажную роль играет отдел снабжения, по вине которого завозится очень часто латунная лента не требуемых размеров, что ведет к перерасходу металла и лишней операции. Достаточен борьбы за качество материала не ведет и отдел технического контроля. На складе имеется ряд некондиционных материалов, которые для завода не нужны (жесть 0,3—0,35 и ряд других). За перерасход материала на заводе никто не отвечает. Только этим объясняется, что бывшей начальник цеха № 3 тов. Соловьев и начальник цеха № 2 тов. Андрианов допускают в производство материалы не предусмотренные технологией (завышенных размеров), что ведет к перерасходу металла. Тов. Соловьев делал деталь штуцер 2-1 из латуни, вместо автоматной стали по чертежу, расходуя тем самым не предусмотренный материал. Кроме того, по цеху № 3 для деталей втулка 8-1, 9-1 и др., технология в течение года не опробована из-за отсутствия материала по вине отдела снабжения, в результате чего материал перерасходуют на 50 процентов против норм. В цехе № 2 тов. Андрианов в течение 5 месяцев пускал в производство ленту на флянец 2-1, тем самым перерасходовал на 50 процентов материал сверх нормы. Кроме того, в цехе № 2 имеется ряд штампов, которые явно ведут к перерасходу металла. Большинство штампов имеют отступления от технологии по ширине ленты, что приводит завод к большим убыткам. Много имеется перерасхода материала и в других цехах. Все это обязывает производственный отдел завода и директора тов. Сидорова навести порядок в учете и расходовании дорогостоящих металлов, в которых завод ощущает большую нужду. К. Кривошеев» («Призыв», 18 апреля 1938).
«Трубы растаскиваются В поселке «Пионер-Строитель» есть два каменных 34-х квартирных дома, принадлежащие заводу «Автоприбор». Дома выстроены не совсем хорошо — в них нет уборных и люди пользуются уборными, которые расположены радом с домами на улице. В прошлом году руководители завода задумали эти дома благоустроить, т. е. сделать уборные в каждой квартире и теплые, провести канализацию и т. д. Вырыли канавы до домов грамзавода, навозили гончарных труб и тем дело кончилось. Канавы весной наполнились водой и обвалились, а трубы, сложенные в груду, лежат с октября 1937 года. Сейчас они растаскиваются и бьются. Переходы через вырытые канавы не сделаны и подъезд к поселку затруднен. Тихонов Н.В.» («Призыв», 27 апреля 1938).
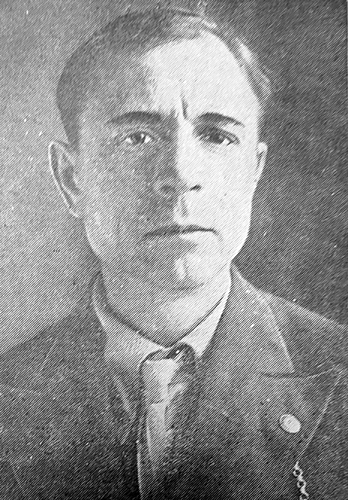
С.М. ЛУХАНИН — председатель окружной избирательной Комиссии
«Степан Михайлович Луханин утвержден председателем Окружной избирательной комиссии Владимирского избирательного округа по выборам в Верховный Совет РСФСР. Луханин родился в 1898 году в семье крестьянина. С 1917 года по 1924 год находился в рядах Рабоче-Крестьянской Красной Армии. Он красный командир. С 1925 по 1931 год — экспедитор в редакции газеты «Призыв». С 1931 года - рабочий слесарь-стахановец завода «Автоприбор». С ноября того же года он член ВКП(б). Луханин несколько раз премировался за образцовую работу в производстве, за стахановские методы. Нормы выработки за март текущего года им выполнены на 219 процентов. Свой опыт стахановской работы он передает другим рабочим. В его цехе 64 стахановца. Большую общественную работу выполняет Лухании. Был он председателем осоавиахимовской организации завода, секретарем участковой избирательной комиссии № 10. Луханин — парторганизатор цеха № 6. Коммунисты цеха второй раз выдвигают его своим руководителем, т. к. знают его как лучшего производственника, как преданного большевика делу партии Ленина-Сталина. Массовая политическая работа в цехе, которую ведет парторганизация, обеспечила воспитание кадров, рост людей, их выдвижение. Из цеха № 6 выдвинуты тт. Радзиевский, Зеленов, Новосадова, Синельщиков и др. Рабочие, инженерно-технические работники и служащие завода «Автоприбор», выдвинувшие его как лучшего сына великой родины, преданного стойкого большевика, уверены в том, что тов. Луханин с честью оправдает их доверие» («Призыв», 10 мая 1938).
«ЗА ПОЛНОЦЕННЫЕ ПРИБОРЫ! Завод «Автоприбор» по-прежнему работает совершенно неудовлетворительно. Массовый брак в цехах стал обычным явлением. В цехе № 4 выпускается много брачной шкалы 7-1 п 10-1 для спидометра, щитка и стеклоочистителей. Весь этот брак идет из-за невнимательности мастеров. Мастер Буранов занимается всем чем угодно, только не своим непосредственным делом. В течение рабочего дня он бывает в малярной мастерской только 15—20 минут. Об этом неоднократно говорилось начальнику цеха т. Рогожиной, писалось не один раз в стенной газете, но ничего не помогает. И сама тов. Рогожина признает такую работу мастера негодной, но никаких мер не принимает. В том же цехе № 4 производится печатание барабанчиков для нового
спидометра «АС» и барабанчика для счетчика оборотов. Эта работа проходит бестолково. На выпуске 300—400 барабанчиков работает 4 человека — больше чем нужно. Плюс к этому загружен той же работой бригадир фотомастерской т. Туманов и мастер по подготовке производства т. Григорьев. Работа поставлена совершенно непроизводительно, барабанчики обходятся очень дорого, браку полно. Возьмем еще цех № 5, который считается ведущим, но браку в нем тоже немало. В течение апреля разобрано и переделано приборов — масляного манометра более 100 штук, разобрано и попорчено циферблатов громадное количество — 4390 штук. Все это лежало мертвым капиталом с 1936 года. Тысячи приборов лежали без внимания два года, а когда стали их разбирать для исправления брака, то оказалось, что они пришли в окончательную негодность. Таких фактов можно привести много. В цехе № 5 делают и переделывают приборы тысячами, а наши автозаводы тем временем недодают стране автомашины. Вот цех № 1. Неоднократно говорилось, что этот цех выпускает литейные барабанчики, в особенности стандартные для спидометра безобразно плохие. 40—50 процентов барабанчиков идет на переплав из-за искажения цифр (мелкие цифры и глубокие раковины). Как работает цех № 2? За последнее время цех стал производить брачную штамповку некоторых деталей. Например, шкала 10-1 для щитка получается с большой погнутостью. Вместо того, чтобы негодные детали вернуть на исправление тому цеху, который их производил, зав. производством т. Чубарев предложил цеху № 4 переделать детали. Разве тут не попустительство бракоделам цеха № 2 (начальник Андрианов)? Возьмем еще не менее серьезный факт. Мелкие детали в цехе № 2 производят тоже брачные. Так, циферблат 1-1 для масляного манометра идет брачный по погнутостям и забоинам. Когда ставится брак за счет цеха № 2, то тов. Андрианов свои грехи не признает и начинает ссылаться на другие цеха, на отдел снабжения. А разве он не может применить необходимые мероприятия для сокращения брака, сделать, скажем, станок для проката железа и латуни по выправлению всех изгибов и бугров. Это все можно и нужно сделать, но т. Андрианов относится к работе с холодком. Много недочетов в работе планового отдела и отдела снабжения. Последний снабжает недоброкачественными красками и другими материалами цеха, отчего получается брак, а плановый отдел многие работы не планирует и получается бесплановость. Коллектив завода «Автоприбор» слабо ликвидирует последствия вредительства. Заводская общественность не мобилизована на коренное улучшение работы завода. Довольно позорной работы. Нужно вывести завод «Автоприбор» в число передовых предприятий. Надо по-большевистски организовать борьбу за честь заводской марки. Сорокин» («Призыв», 11 мая 1938).
«Регистрируют, а не предупреждают Отдел технического контроля завода «Автоприбор» не предупреждает выпуск брачных приборов, а просто их регистрирует. Это особенно заметно в цехе № 10. В нем не хватает рабочих, а администрация завода требует быстрее выпускать гибкий вал. Получается гонка в ущерб качеству работы. Гибкие валы выпускаются с плоxой подшлифовкой, со слабой и занижнной насадков муфты, брачные по вторым гайкам и эксидировке. Все эти виды брака отдел технического контроля обнаруживает только на продукции в готовом виде. Происходит это потому, что отдел технического контроля не следит за работой в самом цехе и своевременно не предупреждает брак. Начальнику отдела тов. Кремеру несколько раз говорилось, чтобы он обеспечил цех контролерами. Правда, несколько раз ставились в цех контролеры, но они обыкновенно поработают месяц-два и уходят из-за того, что им не создают нужных условий. Ледовских» («Призыв», 29 мая 1938).
«Завод «Автоприбор» план выпуска приборов за май выполнил только на 80,4 процента. В частности завод был обязан выпустить З300 спидометров для машин «М-1» и «ЗИС-101», а изготовил всего лишь 2227 штук. Для этих же машин нужно было выпустить 3200 бензомеров, изготовлено же 1939. Стеклоочистителей 1-1 изготовлено 19013 штук, а по плану в мае их требовалось 28900 штук. Все это свидетельствует о том, что на «Автоприборе» еще не изжита окончательно антигосударственная практика в работе, нет большевистской борьбы за ликвидацию последствий вредительства. На состоявшемся на днях собрании инженерно-технических работников некоторые товарищи говорили, что по вине конструктора Волчкова сделано 18 тыс. негодных деталей к стеклоочистителю. Волчкову было поручено внести некоторые изменения в конструкции стеклоочистителя, но тот, изменив ось, корпус оставил старый и получилось несоответствие частей в приборе. Таким образом попорчено огромное количество деталей и этим сорван план выпуска стеклоочистителей. Все это руководители завода расценивали простой ошибкой Волчкова. Начальник технического отдела тов. Попов сначала дал заключение, что виновник порчи деталей — Волчков, а потом написал, что он не виновен. Да это и понятно: Попов по существу и сам виновен в срыве производственной программы. Давая задания внести изменение в приборе, не проверил, «не досмотрел» все ли сделано и теперь старается других оправдать и сам остаться «не при чем». Сильно задерживает сборку и отправку приборов автотракторным заводам цех № 3. Здесь есть все возможности, чтобы выполнять и перевыполнить производственный план: достаточно материалов и людей, но хорошей работе мешает исключительная безответственность руководителей. Вот факты. На днях рабочий цеха т. Шлыков на одном станке за смену сделал 2 тыс. осей 5/1 и все они оказались брачными — не выдержан размер. Это получилось по вине безответственных руководителей цеха. Когда тов. Шлыков потребовал мерительный инструмент — скобу, наладчик Дорофеев ему отказал, ссылаясь, что ее нет на цеховом складе. Как на вновь изготовляемую деталь, действительно в цехе измерителя не было. Нужно было его выписать из центрального склада. Однако начальник цеха инженер т. Сережников этого не сделал. Таким образом, по халатности руководителей цеха, тов. Шлыков работал всю смену «на-глазок» и сделал сплошной брак. Хуже того, к станку тов. Шлыкова за весь день ни разу не подошел мастер Кочетков и не поинтересовался, пригодна ли вырабатываемая деталь. В этом же цехе для определения размеров часто пользуются плохо выверенными измерительными приборами, отчего получается только порча металлов, а не выработка нужных деталей. Инструментальное хозяйство на заводе является по-прежнему узким местом. Большинство цехов жалуется на отсутствие инструмента, но в то же время руководители завода и зав. производством т. Чубарев инструментальный цех превращают в производственный, спуская туда заказы на изготовление всевозможных деталей для приборов. На заводе нет и четкой плановости: внеплановые аварийные заказы цехам вошли в систему. Это дезорганизует работу всего завода. Изжить безответственность, повседневно бороться за ликвидацию последствий вредительства — вот неотложная задача коллектива завода «Автоприбор». А. Карнулин» («Призыв», 6 июня 1938).