«Кавалер ордена Славы Участник Отечественной войны Александр Перов громил немецких захватчиков с войсками 3-го прибалтийского и Ленинградского фронтов, был дважды ранен. Родина его наградила орденом Славы третьей степени и медалью «За победу над Германией». В феврале этого года он демобилизовался из рядов Советской армии и сразу же пришел на наш завод, чтобы делать тракторы. Его направили в моторный цех. Месяц он работал учеником токаря-расточника. За этот короткий промежуток времени хорошо освоил свою профессию и получил 5 разряд. С апреля Перов работает самостоятельно на ответственной операции расточке блока под масляный насос и выполняет новые нормы на 110 проц. Кавалер ордена Славы, первый подписался на заем на месячный заработок. На линии блока вместе с Александрам Перовым работают фронтовики И. Ланцов и Б. Петухов, которые также являются примером в труде. М. КОРНИЛОВ, нач. смены моторного цеха Строгальщик Мироненко Сибиряк Петр Мироненко — участник Отечественной войны, после ранения в 1944 г. пришел на работу на наш завод, в штамповом цехе начал с ученика-строгальщика, с любовью относясь к своему делу, стал квалифицированным рабочим. Коммунист Мироненко показывает пример в труде. Он является стахановцем, работает без брака, дисциплинирован, ежемесячно дает до 3-х норм, своей профессии обучил 4-х человек,— так отзываются о бывшем фронтовике начальник штампового цеха тов. Кармнов. ГВАРДЕЙЦЫ Гвардия — это лучшая часть армии. В суровые годы Великой Отечественной войны гвардейцы были на самых трудных и опасных участках фронта борьбы с немецкими захватчиками и командование знало, что если стоят гвардейцы, то враг не пройдет, они умирают, но не сдаются. Весь советский народ помнит подвиг 28 гвардейцев — панфиловцев, вступивших в единоборство с немецкими танками, рвавшимися к столице нашей Родине — Москве. Танки не прошли. В цехах и отделах завода работает немало фронтовиков, гвардейский значок сверкает на их груди. Честь гвардии, они высоко держат и сейчас на фронте труда. В отладке технологичного потока деталей в цехе шасси большая заслуга принадлежит бывшему гвардейцу старшему технологу В. Земскову. Там, где появляется заминка в работе или начинает «капризничать» та или иная деталь — В. Земсков быстро принимает решительные меры и не уйдет до тех пор, пока не отладит операцию или приспособление. Любое задание можно выполнить по-разному: механически, подчиняясь тому, что написало на чертеже и вдумчиво, анализируя, каждый размер, соединение, в результате чего рабочий предупреждает ошибки конструкторов и придает приспособлению более культурный вид, а как известно, на аккуратном приспособлении легче трудиться. Этого второго правила и придерживается слесарь цеха приспособлений В. Максимов. С особой тщательностью устраняет повреждения станков слесарь-ремонтник тов. Андреев. Он знает, что от образцового состояния оборудования зависит выполнение плана цехом. Можно так отремонтировать станок, что через час-другой, он снова выйдет из строя. Но гвардеец Андреев этого не допускает. Гвардейцы-фронтовики работают на заводе по-гвардейски. В. ЕМЕЛИН, старший инженер-конструктор
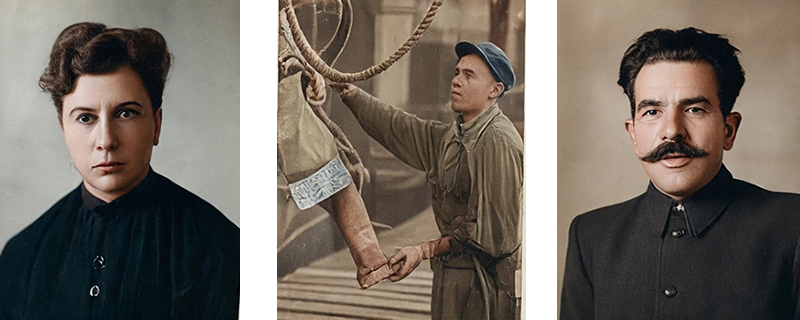
БЫВШИЕ ФРОНТОВИКИ, токари-стахановцы (слева направо): И. Ланцов (моторный цех), Н. Амочкин (цех шасси), В. Кириллов (штамповый цех).
Тракторы марки «ВТЗ» в советской Туркмении
«Тысячи тракторов марки «ВТЗ» работают на хлопковых полях Средней Азии. Стране нужен хлопок, как хлеб, металл и топливо. Чем больше и лучше по качеству будет выпускать наш завод тракторов-пропашников, тем больше Родина получит хлопка. Пропашные тракторы «У-1» почти круглый год находятся в работе на хлопковых плантациях — на подготовке почвы, севе, культивации и в уборке урожая. Сегодня мы публикуем отзывы о работе наших тракторов на хлопковых плантациях Туркмении, позаимствованные из обменной полосы газеты «Туркменская искра», опубликованной в газете «Призыв». Устранить недостатки На полях солнечного Туркменистана работает пока всего, лишь 182 трактора «У-1» Владимирского завода, прибывшие в конце прошлого и в начале текущего года. Как известно, Владимирский завод выпускает трактор марки «У-1» довоенного образца без какой-либо его модернизации. Между тем, ряд деталей в тракторе имеет малый запас прочности, о чем практика дает богатый материал, подчеркивающий настоятельную необходимость усиления этих деталей. Речь идет, прежде всего, о кронштейне поворотного вала (деталь № 28-02). Очень часты поломки его в месте крепления ланжерона. Топливный бак трактора, изготовленный из тонкого материала, не прочен и вскоре дает течь по шву. Бак не имеет достаточной жесткости. Очень ненадежно и быстро выходит из строя сочленение кулачка крышки дросселя (деталь № 07-43) с кулачковой муфтой тятя дросселя (деталь № 07-42). В Туркменистане этот узел на всех тракторах «У-1» и «СХТЗ» видоизменен: кулачок крошки дросселя выброшен совсем, продольная тяга удлинена, на конце ее смонтирован поводок и муфточка. Такая система управления дроссельной заслонкой карбюратора безотказна в работе. (Из статьи гл. инженера управления МТС Министерства сельского хозяйства ТССР Б. Бурашникова). ХОРОШАЯ МАШИНА На полях колхозов нашей МТС работают тракторы Владимирского тракторного завода. Это хорошие машины. И надо сказать, что освоение нового трактора — большая победа заводского коллектива. Но руководству завода, рабочим и специалистам важны, мне кажется, не похвалы, а указания на недостатки, выявившиеся при эксплуатации «У-1», чтобы в дальнейшем совершенствовать эти машины. Первые 2—3 дня машины не отдавали полную свою мощность, не тянули 8 борон типа «зиг-заг». Потом, после приработки стали развивать полную мощность. Шатунные подшипники работают хорошо. Сальники полуоси пропускают нигрол, в результате чего отказывают тормоза. Это значит, что без замены сальников невозможно производить челночный сев хлопка, при котором требуется поворот трактора на 90 градусов. Нам пришлось заменить болты дифференциала шатунными болтами с трактора «СТЗ». Почему? Потому что поставленные на заводе болты дифференциала рвутся возле самой головки. За тракторами ВТЗ мы ведем особое техническое наблюдение и тщательный учет выработки. А. ПОБЕЖИМОВ, старший механик Чарджоуской МТС БЕЗ ПРОСТОЕВ Еще задолго до начала сева механик мне говорил, что тракторный парк Чарджоуской области в ближайшее время пополнится новыми «Универсалами» Владимирского завода. Я тогда подумал: «Хорошо бы сесть за руль такой машины». Как я думал, так и случилось. Первый «У-1» мирки ВТЗ предоставили мне. Это было в напряженные дни, когда колхоз «Пионер» готовил хлопковые плантации к севу. Хлопкоробы дорожили каждым часом. Чтобы обеспечить высокий урожай, надо провести сев быстро, хорошо и как можно раньше. Колхоз возлагал большие надежды на нас, механизаторов. Получив новую машину, я был уверен, что сумею помочь колхозу раньше срока выполнить предпосевные и посевные работы, и дал слово башлыку (председателю правления колхоза), что за мной дело не станет. На первых гектарах, пока трактор не приработался, грелся мотор, шумела коробка скоростей. Я делал кратковременные остановки, чтобы не вывести из строя поршневую группу. Башлык и бригадиры волновались и торопили меня. Но я был спокоен и знал, что потом наверстаю время, затраченное на заботу о машине. На третий день мотор уже вел себя нормально, а шум шестерен исчез. Сейчас трактор с маркой Владимирского завода работает отлично. За все время работы не было ни одного случая простоя трактора в борозде по так называемым техническим причинам. Мотор работает как точные часы. На бороновании я изо дня в день перевыполнял установленные нормы выработки. Засевал же я по 10—12 гектаров в день при норме 10. Но, откровенно говоря, машина работала не на полную мощность, так как колхоз нередко задерживал меня с подготовкой земель. При умелом использовании трактором ВТЗ можно ежедневно засевать по 15 и даже 18 гектаров. Побольше таких машин, товарищи владимирцы! БЕРДЫ КУЛЬМАМЕДОВ, тракторист НАШИ ЗАМЕЧАНИЯ В далекую Ташаузскую, область 70 пропашных тракторов Владимирского завода поступили весной этого года. Многие из них уже выработали на уравнительном бороновании и севе хлопчатника по двести и больше гектаров и готовятся к началу культиваций. За все это время не было случая, чтобы машины отказывали в работе. Особенно устойчиво возведут себя моторы. Они легко заводятся и развивают положенную мощность. Тем не менее, нам пришлось на ходу устранить некоторые заводские недоделки, выявленные в первые дни использования тракторов. Примерно у десяти тракторов пришлось перебрать регуляторы: заменить пружины, скользящую муфту, насадок скользящей муфты и ролик коленчатого поводка. Неудачна точечная сварка крыльев: она быстро лопается, и крылья деформируются. Ненадежна клепка накладок тормозных колодок, которые, также после непродолжительной работы выходят из строя. Все места, требующие смазки солидолом, на заводе не смазываются. Большим неудобством является отсутствие на тракторе автомата-подъемника. Желательно, чтобы завод полностью укомплектовал трактор на месте. Г. МУРАВЕНКО, главный инженер Ташаузского областного управления сельского хозяйства» («Тракторостроитель», 9 мая 1948).
«Дадим Родине качественный и дешевый трактор! Тракторостроители обсуждают письма хлопкоробов Туркмении Наш мотор работает отлично Положительные отзывы о работе моторов на тракторах «У-1» вызывают у коллектива цеха сборки моторов законную гордость за свой труд, направленный на усиление механизации сельского хозяйства. Но вместе с этим, мы не забываем и о претензиях, предъявляемых к нам хлопкоробами Туркмении. Сейчас наша работа направлена на то, чтобы выпускать не только больше моторов, но и дать их высокого качества. Для этого на сборке моторов введен жесткий контроль на таких операциях, как запрессовка гильз, сборка шатунно-поршневой группы, что несомненно скажется на долговечности работы двигателя. Мы можем сказать, что наш мотор может дать мощность на две лошадиных силы больше, если провести в жизнь рационализаторское предложение тов. Домнина, заключающееся в том, чтобы увеличить в коллекторе всасывающее отверстие дроссельной заслонки карбюратора, а также установить дроссельную заслонку строго горизонтально. Мы предлагаем главному конструктору тов. Розеноеру и коллективу конструкторов поглубже заняться двигателем, который имеет еще неисчерпанные возможности повышения мощности. Некоторые узлы не оправдывают себя в работе, как например, крышка тяги дросселя и регулятор. Со своей стороны предлагаем заменить существующий регулятор пневматическим. Наш мотор должен работать отлично! А. ПОЛУНИН, старший технолог. И. ВОЛКОВ, старший контрольный мастер Литейщики не подведут Три года я уже работаю формовщиком в литейном цехе, на-днях закончил выполнение пятилетнего задания и сейчас даю продукцию в счет 1951 года. Мне очень приятно было читать письма механизаторов Туркмении о том, что трактор марки нашего завода хорошая машина, пользующаяся заслуженным уважением колхозников и трактористов и помогает им бороться за выращивание высоких урожаев советского хлопка. Я горжусь тем, что участвую в изготовлении таких машин. Вместе с тем туркменские механизаторы требуют от нас сделать выпускаемый трактор еще более совершенным, устранить имеющиеся дефекты. Правильное замечание о небрежности при отливке деталей из чугуна, например, корпуса коробки скоростей, которые я формую. Это было из-за того, что ставились иногда плохие стержни, небрежно отделывалась форма, так как работа производилась вручную. Сейчас формовщики ставят только качественные стержни, пущен новый формовочный станок, ликвидировали сдвиги опок, заменив кривые штыри прямыми. В ответ на призыв работников сельского хозяйства Туркмении об увеличении выпуска тракторов я значительно повышаю выработку: вместо 38 корпусов коробки скоростей по норме за смену формую по 60—65, выполняя ежедневно задание на 170—180 процентов. Ю. САФРОНОВ, формовщик литейного цеха Улучшим сварку крыльев В числе замечаний механизаторов Туркменской республики о качестве наших тракторов есть указание о неудачной точечной сварке крыльев. Эту работу выполняю я. Почему так происходит? Отдел снабжения дает ржавый некачественный металл с большой коррозией, необходимо поэтому давать нам более чистый металл, а также иметь в цехе ванну для удаления коррозии. Сейчас технологи разрабатывают дополнительную операцию — подгибку краев с тем, чтобы крыло плотно подгонялось к кронштейну. Е. САВИНОВ, сварщик простого цеха Изживем брак Чтобы резко улучшить качество продукции и сократить брак в литейном цехе, необходимо провести такие мероприятия, как обеспечить нормальным светом в вечернее и ночное время пункты приемки деталей, а то из-за недостатка света пропускаются дефектные детали, с трещинами (деталь 28-104), навести чистоту в обрубном отделении, очистить территорию от захламленности, бракованных деталей и горелой земли. Задний мост или голландский сыр Одно время сталелитейный цех «славился» тем, что отливал задние мосты с тонкой стенкой, в результате чего приходилось их после обработки в цехе шасси ломать, так как образовывались дыры. Начальнику цеха тов. Теверовскому, видимо, надоело принимать обратно свою бракованную продукцию и он стал выпускать задние мосты с толстыми стенками. Но легче от этого не стало. Теперь в цехе шасси ломают метчики, обрабатывал толстые стенки, а на главном конвейере не хватает шпилек, ибо они определенного стандарта» («Тракторостроитель», 12 мая 1948).
«Халатность контролеров Запасные части к тракторам ждут в МТС, ибо теперь горячая пора полевых работ. Однако этого до сего времени не понимают отдельные работники отдела технического контроля. Это показала проведенная проверка запасных частей, сданных на склад отдела сбыта. Детали распредвал и коленвал моторному цеху были отправлены контролером тов. Чурашкиной с отклонением от чертежа, а контролер цеха коробки скоростей тов. Калашникова из-за своей халатности так же допустила отправку в отдел сбыта деталей 19—14 и 19—59 с не выдержанными размерами по технологии. Контролерам Чурашкиной и Калашниковой директор завода объявил строгий выговор и предупредил всех работников ОТК об ответственности за приемку бракованных деталей. Подруги Три года назад, я пришла в ремесленное училище № 7, готовящее кадры для Тракторного завода. Мне давно хотелось принять участие в изготовлении тракторов для сельского хозяйства. Вместо со мной поехали учиться мои подруги Валя Горева и Зоя Елисеева. Все вместе мы на отлично закончили ремесленное училище и получили специальность токаря и сейчас вместе работаем в одном цехе, рядом друг с другом. Мы стремимся работать по-стахановски. В честь Первого мая я выполнила апрельское задание на 150 проц., а мои подруги на 110 проц. каждая. С большой радостью я и мои подруги Валя и Зоя встретили весть о выпуске нового займа. Мы все трое отдали взаймы государству по 800 руб. при среднем заработке в 400 рублей. А. АБРАМОВА, токарь-комсомолка ремонтно-механического цеха Неустанно совершенствовать технологию Отрадно, что между механизаторами хлопковых полей Туркмении и Владимирскими тракторостроителями завязалась живая связь. Эта связь помогает нам выявить недостатки в работе и двигать вперед технику тракторостроения. Большинство недочетов, на которые указывают механизаторы сельского хозяйства, касаются небрежностей на отдельных участках работы. К ним относятся, прежде всего, сборка опок, очистка литья, плохая сварка, несовпадение сопрягаемых отверстий, течи, отсутствие смазки, плохо подтянутый крепеж и т. д. Устранение этих дефектов во многом зависит от требовательности работников технического контроля и технологов участков. За последнее время технологи завода проделали большую работу. В течение долгого времени они боролись за улучшение качества шлицевых валов коробки скоростей, цилиндрических и конических шестерен со шлицевым отверстием, совершенствовали чистоту поверхности зуба шестерни и чистоту резьб; устранили повышенное биение шестерен со шлицевым отверстием и изживали другие недочеты в технологии. Теперь все эти трудности разрешены, качество деталей резко улучшено и брак значительно снизился. Задача технологов заключается в том, чтобы полностью освоить запроектированный технологический процесс, режимы обработки, производительность линий и трудоемкость обработки деталей, выявляя при этом лимитирующие операции и работая над расшивкой «узких» мест за счет усовершенствования технологии и более рационального использования имеющегося оборудования и рабочих, путем применения более совершенных инструментов, уменьшения припусков на обработку, максимальной и равномерной загрузки оборудования, механизации ручных работ и многостаночного обслуживания. В настоящее время технологи берутся за решение более сложных задач. На заводе вновь проводится корректировка технологии, внедрение скоростного резания и, в первую очередь, скоростного точения на многорезцовых токарных станках. Вводится также скоростное фрезерование стали торцевыми и дисковыми фрезами. В мае на заводе организуется лаборатория резания металлов, которая явится школой освоения скоростных режимов обработки и внедрения передовой технологии. Все эти мероприятия ставят своей целью усиление темпов производства, дальнейшее снижение трудоемкости изготовления трактора и улучшения его качества. Крупные резервы роста производства, удешевление продукции и улучшение всей экономики завода заложены в постоянном улучшении технологии. Поэтому необходимо всячески поддерживать новые проявления творческий активности инженерно-технических работников, множить число последователей уральского технолога Александра Иванова. Б. РОМАНОВ, главный технолог
Лаборатория резания. Главный технолог Романов Борис Петрович и руководитель лаборатории Комолов Леонид Иванович (справа) Романов Борис Петрович - Главный технолог с 1946 по 1950 гг. Родился 18 апреля 1908 г. в г. Тюкалинске Омской области. В 1932 г. окончил Московский автотракторный институт. 1932-1933 гг. – работал на ГАЗе, сменный инженер, зам. Начальника цеха; 1933-1939 гг. - проектный институт г. Москва, старший инженер, главный инженер проекта, главный инженер института; 1939-1941 гг. - аспирант СТАНКИНа. В июле 1941 г. был арестован и осужден по ст.58 п.10 (антисоветская агитация и пропаганда). С 1941 по 1946 гг. отбывал срок на стройках Наркомата тяжелого машиностроения.
ПРЕДОСТАВЛЕНЫ САМИМ СЕБЕ В ночных сменах люди предоставлены самим себе, так как остаются в цехе лишь сменные мастера, которые занимаются только производством, а агитаторов не видно. Почитать газету или поиграть в шашки, в домино негде. Оставшееся время обеденного перерыва, рабочие проводят около станка или заняты бесцельным хождением. Кроме того в ночной смене не полностью разгружаются рабочие часы. В. КИРИЛЛОВ, старший мастер линии валов цеха шасси Беречь зеленые насаждения На нашем заводе проделана большая работа по благоустройству и озеленению территории. Посажено четыреста штук деревьев. Все площади вокруг цехов и против фасадов засеваются травой. На клумбах будет посажено двадцать пять тысяч штук цветочной рассады. Против заводоуправления сооружается фонтан. Приобретаются массивные вазы, в них будут декоративные цветы. Вокруг клумб и по дорожкам газонов будут поставлены скамейки. Здесь можно отдохнуть в обеденный перерыв, погулять. Более 2-х километров поставлено металлического штакетника. Заасфальтированы дороги, подъездные пути к цехам. На все это затрачиваются большие средства. Выращивание лука-репки в один год Заводской огородной комиссией приобретены в «Сортсемовощи» семена особого сорта лука. Этот лук полусладкий, одногодичный: из чернушки d один год вырастает крупная луковица, если, конечно, применять соответствующую агротехнику. Участок выбирается с хорошей, плодородной почвой, хорошо и глубоко перекапывается. Вносятся удобрения — перегной или полуперепревший навоз из расчета 4—6 килограммов на 1 квадратный метр или минеральные удобрения: 10 гр. селитры, 30 гр. суперфосфата и 20 гр. калийной соли» («Тракторостроитель», 14 мая 1948).
«ВЫСОКИЕ ЗАРАБОТКИ Стахановский труд создает условия и для высокого заработка. В прошлом месяце токарь штампового цеха тов. Матвеев выполнил задание на 293 процента и заработал 1615 рублей. Две с половиной месячных нормы дал слесарь Беспалов, его заработок составил 1545 рублей, свыше 1100 рублей получили слесарь тов. Степанов, строгальщик тов. Морозов и термист тов. Смирнов» («Тракторостроитель», 16 мая 1948).
«20 новых тракторов стоят в ремонте Наши тракторы с нетерпением ждут колхозы страны, но отправка их задерживается из-за некачественной сборки. На главном конвейере недоброкачественные тракторы, которые, еще не выпуская за заводские ворота, приходится ставить на ремонт. У машины за № 8077 сейчас меняют левую ось заднего колеса, потому что зазор между ступицей не соответствует техническим условиям. У трактора (мотор № 8338) при заправке обнаружена течь сердцевины радиатора, его также ремонтируют. На 16 мая таких тракторов, не принятых отделом сбыта, скопилось на дефектной площадке конвейера до 20 штук» («Тракторостроитель», 19 мая 1948).
«Он выполнил пятилетку Когда на всю страну прозвучал призыв ленинградцев о выполнении пятилетки в четыре года резьбо-шлифовщик инструментального цеха Михаил Рябцев взял обязательство закончить свое пятилетнее задание к 1 мая 48 года. Накануне всенародного праздника Михаил Рябцев рапортовал об окончании пяти годовых норм. Теперь он вырабатывает продукцию в счет 51 года, ежедневно выполняя две-три нормы. В предмайском социалистическом соревновании он добился выдающегося успеха, в апреле выполнил месячное задание на 207 процентов» («Тракторостроитель», 21 мая 1948).
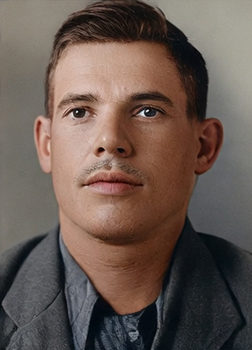
Стахановец-инструментальщик М. Рябцев
«Больше деталей на сборку! Мотор — сердце трактора. От темпов сборки моторов, от их наличия на главном конвейере зависит выпуск тракторов. В этом месяце цех сборки моторов не выполняет графика. Основной причиной отставания является дефицит деталей. Моторостроители подают с перебоями шатун, гильзы, цех нормалей задерживает шатунный болт. Это наглядно видно при начале первой смены, что вызывает сутолоку и частую переброску рабочих. Вот примеры: 22 мая слесарь-сборщик К. Кураев стал за рабочее место. Через час оказалось, что гильз больше нет. Сменный мастер Васильев перебрасывает его на сборку крышки муфты, где он работает только три часа, так как деталь 18-25 израсходована и без нее нельзя собирать крышку, ему поручают установку муфты сцепления, но через 45 минут поступает 5 комплектов гильз. На данную операцию ставится слесарь-сборщик Ю. Курков со сборки регулятора. На гильзовании он работал всего лишь 1 час 20 минут. 23 мая при заступлении первой смены на работу было 4 комплекта шатунов, слесарь-сборщик Г. Александров работал всего 2,5 часа, затем он переходит на установку маховика, а так как прессовый цех подал на сборку моторов 4 картера, то слесарь Александров, поело 3 часов работы начал производить другую работу — установку головки. Отсутствие картеров и шатунов вызвало скопление на конвейере более 20 моторов. Не было такого дня, чтобы слесари-сборщики работали бы на определенной операции всю смену, они перебрасываются 3—4 раза с одной операции на другую. Ряд деталей при остром их дефиците проходит с пониженным качеством и обнаруживается на испытательной станции. Достаточно сказать, что в течение 20 дней мая было 14 случаев полной переборки моторов из-за течи воды в сапун блока и 18 случаев неполной разборки из-за неисправности шестерен распредвала и коленвала. — Сборка моторов может войти в график и коллектив наверстает упущенное, — говорит начальник цеха тов. Моисеев,— нужно, чтобы детали шли на конвейер непрерывным потоком, для этого необходимо иметь заделы в механических цехах. А. ТИТОВ Молодежь, на старт! На нашем заводе профсоюзно-комсомольский кросс по-существу провалили. В старте приняло участие лишь 147 юношей и девушек, из которых только 63 человека сдали нормы на значок «ГТО». Совершенно устранились от участия профсоюзные и комсомольские организации цехов: моторного, кузнечного, литейного, шасси, а ведь здесь в основном работает молодежь. Кросс продлен до 1 июня. ГДЕ ЖЕ ВОЛЕЙБОЛЬНЫЕ ПЛОЩАДКИ? Молодежь хочет летом в часы досуга поиграть в волейбол, баскетбол, городки. Идя навстречу этим желаниям, директор завода издал приказ за № 166, согласно которому начальник жилищно-коммунального отдела тов. Рябов обязан до 1 мая построить пять волейбольных площадок, две баскетбольных и четыре городошных. Для их оборудования все есть,— чертежи, место, необходимые материалы, еще зимой приобрели мячи, сетки, ракеты, но не хватает одного... желания у тов. Рябова выполнить приказ директора. До сих пор к строительству площадок не приступали. А. ЕГОРОВ, зам. секретаря комитета ВЛКСМ За честь завода Спортивное общество нашего завода гордится инженерами Анатолием Ивановым и Лидией Куликовой: в прошедших областных соревнованиях на первенство по шахматам они заняли первое место. А. Иванову присуждено звание чемпиона области среди мужчин, а Л. Куликовой — среди женщин. Среди велосипедистов нужно отметить конструктора центрального конструкторского бюро тов. Баранова, он чемпион области за 47 год. Футбольная команда в прошлом году заняла второе место по городу и пятое — по области. Началось спортивное лето. Флаг 48 года поднят. С чем вступают в него спортсмены Тракторного? Первых хороших результатов добился тов. Баранов: в недавно проходившем велокроссе на 5 километров, он занял снова первое место. Неплохо начали и члены вновь созданных в этом году секций бокса и штанги. 16 мая в первом туре городских соревнований по боксу способными боксерами показали себя слесарь цеха восстановления инструмента тов. Морочко и модельщик тов. Малешинм. Можно надеяться, что они не уронят честь завода и во втором туре, который начнется в первых числах июня. В спортивном сезоне 1948 года вместо одной футбольной команды у нас организовано три—еще одна взрослая и юношеская. Прошлогодняя команда усилена за счет укрепления центра защиты более опытным футболистом Арсеньевым и правого и левого инсайдов Моисеева и Дурновского. Проведенные уже четыре встречи первой футбольной команды показали, что наши футболисты имеют все возможности играть значительно лучше, чем в прошлом году: дважды они победили команду «Локомотив», футболистов фабрики имени Лакина. Неудачно, однако, закончилась игра с динамовцами, со счетом 4:1 в пользу «Динамо». Это результат того, что капитан команды тов. Гусев мало проявляет требовательности в отношении отдельных игроков, есть элементы зазнайства, например, у Белова и Немченко. Нет еще достаточной слаженности при игре и надлежащей дисциплины. Только этим объясняется тот факт, что при встрече с динамовцами два мяча были забиты в наши ворота своими же футболистами. Начался розыгрыш областного первенства по футболу. Тракторостроители ждут, что футболисты завода не уронят честь Тракторного в начавшемся сезоне, ждут от своих спортсменов новых побед. Н. БОДУНОВ, председатель спортивного общества Забыли о шахматах При заводском спортивном обществе также есть шахматная секция, но занимается в ней всего 37 человек, а сейчас работа по-существу прекратилась. — Наступило лето, — объясняет председатель добровольного спортивного общества тов. Бодунов, — теперь не до шахмат, о них вспомним и осенью. Он глубоко ошибается. Достаточно заглянуть в отделы заводоуправления, красные уголки общежитий — вечерами здесь многие играют в шахматы — лето не мешает. На заводе есть два чемпиона области по шахматам, шахматисты первой и второй категории, если их привлечь, они с радостью наладят работу шахматной секции, что значительно увеличит число ее членов и квалифицированных шахматистов. Подумайте об этом, тов. Бодунов. П. КОНОРЕЗОВ, шахматист» («Тракторостроитель», 26 мая 1948).
«ТРЕТИЙ МЕСЯЦ ПОДРЯД ЗАВОД ДЕРЖИТ КРАСНОЕ ЗНАМЯ ГОРКОМА ВКП(б) И ИСПОЛКОМА ГОРСОВЕТА Городской комитет ВКП(б) и исполком горсовета депутатов трудящихся, рассмотрев итоги социалистического соревнования промышленных предприятий города Владимира за апрель, присудил первое место в соревновании и переходящее Красное знамя коллективу нашего завода. Одновременно горком ВКП(б) и исполком горсовета вынесли решение о занесении Тракторного завода на общегородскую Доску почета. Третий месяц подряд наш завод по праву занимает первенство в соревновании промышленных предприятий города. НОВЫЙ ОТРЯД ТРАКТОРОСТРОИТЕЛЕЙ Многотысячный коллектив тракторостроителей пополнился новым отрядом молодых рабочих — выпускников школы ФЗО № 7. Завод получил 154 квалифицированных токарей, фрезеровщиков, слесарей, формовщиков, в основном 3 и 4 разряда. Среди выпускников есть юноши и девушки, завоевавшие своим добросовестным трудом во время прохождения производственной практики уважение со стороны кадровых рабочих завода. Токарь Виктор Герасимов еще учеником был занесен на общезаводскую Доску почета, неоднократно премировался дирекцией завода за стахановскую работу. В большинстве цехов хорошо подготовились к приему молодых кадров. В цехе коробки скоростей подготовили рабочие места, обеспечили инструментом. Начальник цеха тов. Захаров, секретарь комсомольский организации тов. Ревенко лично беседовали с каждым выпускником, рассказали о значении тракторного завода. Жилищно-коммунальный отдел для выпускников школы ФЗО подготовил на Молодежном поселке 17-й дом, оборудовав его необходимым инвентарем, в комнатах чисто, уютно, прикреплен воспитатель. Однако не все обстоит благополучно. Прошло около двух недель, а в литейном цехе молодые рабочие, как стерженщица Прохорова, формовщик Зорин, не знают норм выработки, своего заработка, процент выполнения сменного задания. Это имеет место и в ряде других цехов. Нельзя не отметить странную позицию руководителей школы ФЗО № 7, проявивших полное равнодушие к судьбе выпускников. Никто из них не счел нужным явиться на заседание комитета комсомола 19 мая, где стоял вопрос о том, как на заводе подготовились к встрече новых кадров. Мастера школы ФЗО не пришли в цеха, чтобы рассказать производственникам о том, что из себя представляет каждый выпускник. Н. ШАГОВ, комсорг ЦK ВЛКСМ на заводе» («Тракторостроитель», 28 мая 1948).
«Освоила шлифовку Группа служащих города Владимира по призыву городского комитета ВКП(б) пришла на помощь заводу в выполнении плана. Работница молокозавода тов. Гавриленко 23 мая была направлена в цех нормалей и поставлена к шлифовальному станку. Шлифовщица цеха тов. Орлова рассказала вновь прибывшей работнице, как нужно работать на станке. Тов. Гавриленко внимательно и с желанием взялась за дело и вскоре стала работать самостоятельно. Она отлично шлифует шатунный болт, валики и другие детали. В. КИРИЛЛОВ, зам. начальника цеха Премия рационализатору Фрезеровщик цеха коробки скоростей И. Валуев изменил процесс обработки шлицевых валиков, поставив две фрезы с учащенных зубом вместо одной. Как уже сообщалось в газете, тов. Валуев тем самым резко увеличил производительность. Его усовершенствование принято БРИЗом, как рационализаторское предложение. Автору выдан аванс в сумме 1.500 рублей. СТАХАНОВСКИЙ ЗАРАБОТОК Токарь цеха шасси Н. Самойлов стахановской работой на участке добился первенства в социалистическом соревнования, в апреле он выполнил месячное задание на 170 процентов и заработал 1.400 рублей. Помимо этого, согласно прогрессивно-премиальной системы за перевыполнение плана, тов. Самойлову начислено 1.150 рублей. Общий заработок стахановца Самойлова составлял 2.550 рублей. Как видно на примере, стахановский труд обеспечивает высокие стахановские заработки. ЗА ПРОЯВЛЕННУЮ ИНИЦИАТИВУ Начальник подотдела технического контроля Б.П. Магидов проявил инициативу и настойчивость в обеспечении завода головками блока, а также добросовестно изучил работу тракторов в Узбекской ССР непосредственно в полевых условиях на севе хлопка. Приказом директора завода тов. Магидов премирован месячным окладом. РАЗВЕДЕНИЕ КАРПА Подсобное хозяйство «Коммунар» ОРСа завода завезло 2.200 штук молька зеркального карпа, который выпущен в озера, расположенные вблизи к подсобному хозяйству. Осенью тpaкторостроители будут снабжаться свежей рыбой из своих водоемов. 50 ТЫСЯЧ КУСТОВ ЗЕМЛЯНИКИ В этом же подсобном хозяйстве организован плодово-ягодный сад на площади полтора гектара. Высажена вишня, смородина и 50 тысяч кустов земляники. На будущий год сад будет плодоносить. Победа футболистов завода 24 мая первая футбольная команда нашего завода (капитан тов. Гусев) встретилась в Вязниках с футболистами спортивного общества текстильщиков — «Красное знамя». Встреча окончилась победой наших спортсменов со счетом 4:1. САМОЛЕТ ДЛЯ ЗАВОДА Приказом начальника главного управления автотракторной промышленности заводу передан в постоянное пользование самолет «ПО-2». К самолету прикомандированы: летчик Макеев И.А. и механик Марков И.А. Аэродромом служила площадка в районе улицы Гастелло. ПУТЕВКИ НА КУРОРТЫ В завком профсоюза поступили путевки на курорты союзного значения на побережье Черного моря, Рижское взморье и другие» («Тракторостроитель», 30 мая 1948).
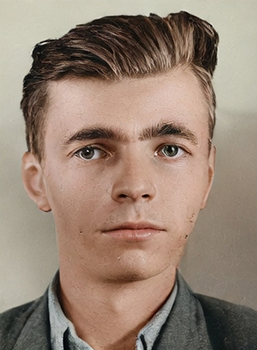
«Завод выполнил майский план Подведены предварительные итоги работы завода за май. Коллектив завода выполнил план по тракторам и запасным частям, наряду с этим выполнено задание по изготовлению шкивов. Из основных цехов лучше других работали цехи, выполнившие план мая, прессовый на 106 процентов, сталелитейный — 105,2 процента, шасси — 103,2 процента, нормалей — 102,8 процента, коробки скоростей — 100,9 процента. Хуже, чем в апреле, работали литейный цех, который дал 73 процента, кузнечный — 75,2 процента и моторный — 100 процентов. Из цехов подготовки производства хорошо работал инструментальный цех, он дал 113,4 процента. Конвейер должен работать бесперебойно На главном конвейере скопилось свыше 20 моторов. Когда спросили сменного мастера А. Кузнецова, из-за каких деталей задерживается сборка тракторов? — Из-за болстера,— отвечал мастер. В цехе шасси выяснилось, что в результате отсутствия контроля со стороны технологов и старшего мастера тов. Володина оснастка на станок «Тулис», на котором начинается обработка болстера, вышла из строя. Заказ на дублер этого приспособления был спущен в цех приспособлений еще в первых числах мая, но он не был выполнен своевременно и качественно. Вместо того, чтобы быстро сменить втулки, старший мастер цеха приспособлений тов. Цветков пришел в цех с бригадой рабочих и занялся подгонкой втулок на месте, так как внутренний диаметр рубашки был занижен на полтора миллиметра. Начальник цеха тов. Логашин объясняет затяжку в выполнении заказа на приспособление для станка «Тулис» тем, что кузница якобы не дает поковок, а его заместитель тов. Никитин признался, что поковки по этому заказу в количестве 6 штук были получены в середине мая. Дополнительный заказ на поковки цех приспособлений сдал в кузницу лишь второго июня с грифом «Аварийный». Как видно, из-за беспечности работников цеха приспособлений линия болстера простояла целую смену и сборка тракторов не получила ни одной детали в течении всего дня. На конвейере 1 и 2 июня недоставало таких узлов, как воздухоочиститель и топливные баки по вине прессового цеха. В чем причина? Здесь вышла из строя машина «ЗИГ», на которой делается накатка ребра жесткости на трубе. Механик цеха тов. Калабин плохо следил за оборудованием, зная о том, что гаечное крепление было им же временно заменено болтом. В результате была сорвана резьба стопорного болта и машина простояла 10 часов. За это время было потеряно 700 деталей 15-23. Кроме того на участке сборки узлов отсутствовали болты, трубки и гайки потому, что нач. планово-распределительного бюро цеха тов. Карпов своевременно не составил планкарты. Наряду с этим на главном конвейере много внутренних неполадок. В ночной смене был простой из-за того, что у тельферов вышли из строя моторы. Один тельфер ремонтировали целую смену. Электрики цеха не следят за оборудованием, не делают предупредительных осмотров и ремонтов, а «копаются» в нем тогда, когда оно отказывает в работе. График второго июня на главном конвейере был сорван: сошло с конвейера лишь две машины. Из этого позорного факта должны сделать выводы руководители всех цехов и отделов завода. Отстать от графика с первых дней значит поставить под угрозу месячный план. Конвейер должен работать бесперебойно. А. СТРОГОВ ДЕПУТАТ РАЙОННОГО СОВЕТА Весной 1947 года Алексей Иванович Тимофеев вернулся в родной город. Позади остались суровые дни Великой Отечественной войны, кварталы разрушенных городов и сел. Солдат Тимофеев пришел в литейный цех Тракторного завода. Он хорошо знал, как ждут тракторы колхозники Украины, Белоруссии, Прибалтики, стремящиеся быстрее восстановить хозяйство, разрушенное войной, и он работал не жалея сил, не считаясь со временем. Имя стахановца-формовщика Тимофеева вскоре стало известно всему коллективу тракторостроителей. Формовщики гордились тем, что их товарищ за успехи, достигнутые в предоктябрьском социалистическом соревновании, был награжден Министром значком «Отличник социалистического соревнования автотракторной промышленности». И не случайно литейщики выдвинули кандидатуру тов. Тимофеева в депутаты тракторозаводского районного Совета, они знали, что он будет достойным представителем народа. Сейчас Алексей Иванович бригадир участка средней формовки. Бригада у него дружная, боевая. Не бывало еще дней, чтобы задание не выполнялось по вине формовщиков, они значительно перекрывают нормы. Так 1 июня бригада заформовала 90 опок крышки блока. Алексею Ивановичу присуще ценное качество советского человека — непрестанно изыскивать пути повышения производительности, чувствовать себя хозяином. Как-то он говорил с членами бригады о том, что на модели рулевой баранки остаются свободные поля, почему бы на них не разместить модели небольшой детали-пробки, формующейся на участке безопочной формовки. Это высвободит одного человека, сократит расход земли, улучшится заливка. Формовщики горячо поддержали своего бригадира. Избиратели 31 избирательного округа хорошо знают своего депутата. Будучи членом жилищно-коммунальной секции райсовета, тов. Тимофеев много проявляет заботы о благоустройстве. По его инициативе на Гороховой улице устанавливается водоразборная колонка, жители во внеурочное время привели в порядок один из участков дороги. Так трудится на благо Родины и выполняет свои обязанности перед народом советской простой человек. А. СЛЕТОВ
Алексей Иванович Тимофеев
В вечернем университете Учебный год в вечернем университете марксизма-ленинизма подходит к концу, его слушатели накануне экзаменов. Это обязывает повысить ответственность каждого слушателя. На занятиях в прошлый вторник присутствовало 16 человек, они прослушали лекцию по история СССР тов. Блиновой «Отечественная война 1812 года» и лекцию тов. Маркова по философии «Марксизм-ленинизм и национальный вопрос». Без уважительных причин не были на занятиях коммунисты тт. Полунин, Зуев, Егоров, Кальц, Парфенов. Резервы цеха шасси В ряде решающих участков нашего завода ощущается недостаток квалифицированных кадров и в то же время на других участках имеются большие резервы рабочих рук, высвобождением которых надо заняться. Необходимо также повести решительную борьбу с недостатками в организации труда и рабочих мест, с браком, достигающим по отдельным деталям 30-40 процентов. Это особенно относится к цеху шасси, последний из-за массы производственно-технических недостатков в течение мая работал рывками, тормозил сборку тракторов. Сюда директор завода для ликвидации прорыва вынужден был направить группу инженерно-технических работников из других цехов и отделов, тогда как, если бы руководители цеха шасси серьезно вникали в производство, они могли бы вполне справляться одни. Здесь есть поточная линия бортовой передачи, но станки на ней расставлены и смонтированы не по потоку, в результате получаются петли, из-за которых непроизводительно теряется много рабочего времени. Кроме того на линии нет механизации и транспортировки деталей и подсобных рабочих, поэтому станочники, занимаясь не свойственными им делами, сокращают выработку, что отражается и на их заработке. Детали на первую операцию складываются за 15—20 метров от станка и рабочий, теряя время, вынужден их подносить на руках или подкатывать. Поэтому необходимо сделать перепланировку и перемонтаж двух-трех станков линии. Существующие приспособления или по своим конструктивным дефектам или из-за того, что за ними нет надлежащего ухода со стороны мастеров и технологов, не обеспечивают нормальную установку и крепление деталей, вследствие чего рабочий вынужден пользоваться различными нетехнологическими прокладками, подставками и другими металлическими предметами, затрачивая на установку детали больше времени, чем на машинную обработку. Операция расточки под подшипник производится комбинированным инструментом из фрезы и резцов, сконструированным исключительно неудачно. При такой инструментальной оснастке оператор для настройки операции не имеет не только индикаторного приспособления, но даже и простейшего упора или эталонной детали, он вставляет резцы с помощью молотка, ударяя им по передней грани резца (лезвия), отчего тот выкрашивается, теряет точность, нередко его приходится выбрасывать совсем из-за непригодности. Чтобы настроить такую операцию, надо затратить два-три часа, имея большой опыт. Учитывая стойкость режущего инструмента, его надо один раз в день перенастраивать, чтобы сдать в заточку, а так как переналадка сложная, неопытные операторы не хотят возиться, работают инструментом до окончательного износа, чем наносят вред, сокращая жизнь инструмента в 20—30 раз. Тут для облегчения нужно применять фрезу с комбинированным зенкером, работающим в блоке на одной оправке, можно также скомбинировать фрезу с расточной регулируемой пластиной. Запроектированное приспособление на последнюю операцию (обсверловка и нарезка резьбы) сложно в изготовлении и технически несовершенно, притом оно предусмотрено только на улучшение качества и упрощение обработки, не обеспечивая самого главного — увеличения производительности труда. Если сверловщик Антонов без него делает 25—30 комплектов, то после внедрения приспособления он сможет изготовлять не больше 15—20. Линию бортовой передачи разрывает неиспользуемый вертикально-фрезерный станок, а в нем сильно нуждаются цехи подготовки производства. Так в цехе восстановления инструмента этот станок освободил бы 5 квалифицированных рабочих от ручной нарезки зуба на машинных ножовочных полотнах, в них же испытывают недостаток цехи завода. Если все вышеперечисленные недостатки устранить, то это даст возможность высвободить два станка, двух рабочих и одного мастера, прячем производительность не упадет, а наоборот — поднимется. Серьезным недостатком в цехе шасси и других является отсутствие многостаночного обслуживания, которое дало большой эффект на предприятиях страны. Следует подумать над этим вопросом. Неиспользованные резервы должны быть приведены в действие. Б. ПАВЛОВ, инженер» («Тракторостроитель», 4 июня 1948).
«Хорошая инициатива Из-за несвоевременного обеспечения заготовками и поковками коллектив моторного цеха работал в мае напряженно, рывками. Сейчас моторостроители ваяли обязательства по досрочному выполнению полугодовой программы, чтобы их с честью выполнить, нужно кузнечному цеху резко улучшить свою работу. 3 июня рабочие, инженерно-технические работники моторного цеха с завоеванными знаменами пришли к кузнецам, чтобы предъявить им счет. Выступавшие — начальник цеха тов. Чуфарин, старший мастер тов. Никифоров, бригадир молодежной бригады тов. Зверев рассказали о взятых обязательствах. В ответном слове лучший стахановец-штамповщик А. Ларионов дал слово за смену штамповать не менее 125 коленвалов. Мастер тов. Горшков обязался от имени своего коллектива в срок закончить месячное задание. К. КИККАС, зам. председателя завкома ОТДЫХ ДЕТЕЙ 240 детей тракторостроителей выезжают 10 июня в пионерский лагерь близ станции Колокша. Сейчас заканчиваются последние приготовления, окончен ремонт зданий, благоустраивается площадь лагеря, подобран штат. 3 июня в клубе состоялось собрание родителей, на котором председатель завкома профсоюза тов. Бросалов рассказал о том, как будут отдыхать ребята в лагере, о их распорядке дня» («Тракторостроитель», 6 июня 1948).
«Массовый выезд за Клязьму Весело и оживленно было в районе озера Глубокого. День выдался на славу. С утра от клуба завода до озера начали курсировать автомашины, подвозя моторостроителей и литейщиков на массовое гулянье. Через два часа собралось около 500 рабочих, инженерно-технических работников, служащих и членов их семей. Начались под аккордеон игры, танцы, песни. Удовлетворены были и любители спорта, они с увлечением играли в волейбол. Интересные соревнования развернулись на воде, здесь происходили состязания в водное поло. Болельщики, чтобы лучше наблюдать, забрались даже на деревья. Массовка прошла организованно. Тракторостроители выражают пожелания, чтобы такие гулянья устраивались каждый выходной день. На кубок области Футболисты завода провели полуфинальную игру на кубок области с Гусевской командой «Красное знамя». Игра закончилась со счетом 4:1 в пользу тракторозаводцев. Таким образом наша команда вышла в финал розыгрыша, ей предстоит оспаривать первенство области в игре с «Динамо». Юношеская футбольная команда (капитан Бундин) выиграла матч у юношей «Спартака» со счетом 3:2» («Тракторостроитель», 11 июня 1948).
«Наш завод занял первое место во всесоюзном соревновании Министерство автомобильной и тракторной промышленности и ВЦСПС, рассмотрев итоги Всесоюзного социалистического соревнования за апрель, признало победителями с присуждением первых мест по тракторным заводам: Сталинградскому, Владимирскому и Харьковскому. Сталинградцам вручается переходящее Красное знамя Совета Министров СССР. Коллективу нашего завода и харьковчанам вручаются переходящие Красные знамена ВЦСПС и Министерства. ИТОГИ СОЦИАЛИСТИЧЕСКОГО СОРЕВНОВАНИЯ ЦЕХОВ ЗАВОДА ЗА МАЙ Заводской комитет подвел итоги социалистического соревнования за май. По основным цехам первое место и переходящее Красное знамя присуждено прессовому цеху, выполнившему месячный план на 106 процентов. Второе место — моторному цеху. Отмечена хорошая работа цехов, термического и сборки моторов; плохая работа — цехов кузнечного и литейного. По цехам подготовки производства первое место пятый месяц подряд удерживает инструментальный цех. По вспомогательным цехам первое место оставлено за ремонтно-механическим цехом. По цехам отдела главного энергетика первое место и переходящее Красное знамя присуждено коллективу цеха сетей и подстанций. Новая техника не в почете Не любят технологи моторного цеха заниматься новой техникой. Не проще ли работать по-старинке. Долгое время завод добивался получения установки для электролитной закалки системы лауреата Сталинской премии тов. Ясногородского. Наконец Главное Управление прислало не одну, а целых две. С Алтайского тракторного в октябре 1947 года приехал инженер, который наладил закалку таких деталей, как клапан, толкатель клапана, шаровой палец, показал как можно произвести закалку концов у ряда приспособлений и инструмента. Поверхность деталей получалась чистой, без окалин, твердость и структура удовлетворяли техусловиям. Производительность аппарата высокая, исключается применение вредных свинцовых ванн и расход цветных металлов. На том дело и кончилось. Несмотря на то, что аппарат был установлен в линии, по указанию зам. начальника моторного цеха по технической части тов. Апольцева, через некоторое время его решили перенести в помещение высокочастотной установки — отключили, подвезли к помещению и оставили… Аппарат заржавел, кто-то отвернул ручку и еще некоторые детали. Тов. Апольцев каждый раз обещает «вот уже в этот понедельник обязательно внесем в помещение!» Но понедельники идут по-старому. За это время успели передать и предназначавшийся для него 30-киловаттный мотор-генератор другому цеху. Без всякого внимания стоит и станок для центробежной заливки шатунов баббитом, хотя всем и известно, что центробежный способ повысит качество баббита, увеличит производительность. Станок имеет конструктивные и технологические недостатки, требующие доводки и наладки, но технолог участка тов. Архипов не хочет возиться с «такими мелочами». Е. ВЕРНЕР, инженер центральной заводской лаборатории Простои на конвейере На главном конвейере график не выполняется. Причиной отставания является необеспеченность в подаче деталей и узлов на сборку. В течение второй пятидневки, с 5 по 10 июня, на главный конвейер поступал с перебоями и в малом количестве болстер. Так, например, 10 июня было подано в дневную смену всего 6 штук. Кроме этого цех шасси задерживает подачу валов рулевого управления, причем их много отходит в брак, 5 июня было забраковано из-за погнутости 50 валов. Вследствие выхода из строя резьбонарезного станка цех шасси не подает такую деталь, как 28 К-2. Чтобы не срывать сборку, 14 поворотных валов взяли со склада сбыта из запасных частей. Прессовый цех задерживает подачу детали 10-18 (хомут). Много брака по чашке дифференциала, которой попадается на сборку с раковинами. За это время в смену в среднем спускалось с конвейера не более 8 тракторов. Не было еще ни одного дня, чтобы цех сборки тракторов работал без рывков и на полную мощность. Все эти недостатки слишком заметны и задерживают сборку тракторов потому, что до сих пор цеха не имеют задела деталей, а без задела деталей не возможна ритмичная работа. А. ТИТОВ» («Тракторостроитель», 13 июня 1948).
Стахановец-модельщик И. Крылов выдвинут на должность мастера.
БЛАГОУСТРОЙСТВО ТЕРРИТОРИИ В этом году на территории завода заасфальтировано 6.200 квадратных метров дорог, тротуаров и подъездов, посажено 400 деревьев и 1.200 кустарников, разбито 14 клумб, в которых 28.000 цветов, засеяно травой 3 гектара, установлено 3,000 погонных метров штакетника, фонтан, несколько ваз. До конца года будет заасфальтировано еще 12,000 квадратных метров, а осенью будет посажено 4.000 штук кустарника. 12 встреч футболистов Двенадцать встреч с начала спортивного сезона провели футболисты нашего завода. из них десять закончились победой команды тракторостроителей. В недавно закончившихся соревнованиях за обладание кубком области футболисты завода вышли на второе место, уступив первенство команде «Динамо». Команде вручена почетная грамота областного комитета физкультуры» («Тракторостроитель», 20 июня 1948).
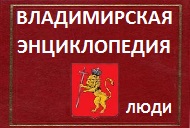
«ЛУЧШИЕ ЛЮДИ ЗАВОДА У молота штамповщик Ларионов Было это четыре года назад. Плотный, коренастый парень неуверенно перешагнул через порог кузницы и, не решаясь идти дальше, остановился. Грохот молотов, огонь, вырывающийся с шумом из нагревательных печей, вначале напугал его. С работой кузнецов Саша был еще знаком в колхозе и она нравилась ему, больше того, он тоже хотел, как и пожилой колхозный кузнец опускать раскаленное железо на наковальню и делать из него что нужно. Но та кузница далеко была не похожа на эту. Однако семнадцатилетний юноша раздумывал недолго. Постояв несколько минут, он направился в глубь цеха, здесь его и встретил мастер, который сказал накануне Саше, что он принят учеником штамповщика и пусть приходит на следующий день к 8 часам утра. Так началась новая жизнь Александра Ларионова. Стать квалифицированным штамповщиком нелегкое дело, нужно много и упорно учиться, но еще в деревне про Сашу говорили:— этот, если хочет, своего добьется,— сказанное полностью подтвердилось и на заводе. Живой и любознательный парень настойчиво осваивал непривычное дело, внимательно присматривался к уверенным движениям кадровых, опытных кузнецов, чуть ли не десять раз спрашивал мастера, что это такое, как такую деталь лучше отштамповать. Прошел всего лишь один год, а Ларионов был уже далеко не тот, когда впервые вошел в кузницу. Теперь он сам учил профессии штамповщики несколько учеников, слыл одним из лучших рабочих, которым можно доверять самые ответственные задания. Желание непрерывно совершенствовать свою специальность, достигать новых успехов помогло Александру добиться того, что он первый в кузнице начал значительно перекрывать нормы на штамповке коленчатого вала, тогда как даже опытные производственники едва-едва выполняли на этой исключительно сложной и трудоемкой детали нормы. Сейчас Александр Ларионов начал свое пятилетие на заводе. За четыре года он многое узнал и получил звание «Лучший штамповщик завода». Это звание неоднократно присваивалось ему завкомом профсоюза, областным комитетом комсомола с вручением переходящего красного флажка. Почетная грамота ЦК ВЛКСМ, значок «Отличнику социалистического соревнования автомобильной и тракторной промышленности» — награды, свидетельствующие о доблестном труде. А доверие народа, пославшего Ларионова депутатом в городской Совет,— тоже награда, ибо народ и выдвигает своими представителями в органы советской власти достойнейших из достойных. У молота штамповщик, комсомолец Александр Ларионов – стахановец Сталинской пятилетки. Т. ВИКТОРОВ» («Тракторостроитель», 25 июня 1948).
Александр Ларионов
В июне 1948 г. организованы Вторые годичные курсы конструкторов. 22 июня 1948 г. зачислены на вторые годичные курсы конструкторов: Мартынов Николай Иванович, Ижорин Леонид Васильевич, Тихонов Евгений Федорович и Гвоздев Виктор Владимирович.
«Цех серого чугуна Владимисркий тракторный завод, построенный в суровые годы Великой Отечественной войны, имеет важнейшее значение в деле технического оснащения сельского хозяйства тракторами. Со времени пуска первой очереди завода прошло три года. За это время Родина получила несколько тысяч тракторов марки «ВТЗ», которые работают на полях солнечной Туркмении и Узбекистана, в МТС братской Украины и в Прибалтике. Для обеспечения ускоренного пуска тракторов сельскому хозяйству февральский Пленум ЦК ВКП(б) решил закончить все строительные работы на Владимирском тракторном заводе в первой половине 48 года. Важнейшими объектами строительства завода являются цехи заготовительный и серого чугуна. По цеху серого чугуна объем работ составляет 14 миллионов рублей. Строительство цеха ведет трест «Владимирпромстрой» и его субподрядные организации. Как же идет стройка? До последнего времени земляные и монтажные работы шли крайне медленно. И только в мае значительно стали заметны сдвиги в работе. Второй стройучасток (начальник тов. Словягин) в мае уложил 1200 кубометров бетона, 280 кубометров сборного железобетона, 300 метров кровли. Сейчас закончена установка металлических форм, ведется устройство кровли и кирпичная кладка стен. Стахановцы-каменщики Склянин, Иванов, Уваров, Барулин перевыполняют нормы в 2-2,5 раза. Работа организована в две смены. - Сдать быстрее цех под монтаж, - такую задачу поставили строители, - но им нужна энергичная поддержка треста в обеспечении материалами. - Сейчас строительные работы по цеху выполнены на 50 процентов,- говорит начальник участка тов. Словягин,- нам предстоит еще сделать 16 тысяч кубометров кровли, 35 тысяч квадратных метров стен, уложить 2.5 тысячи кубометров бетона. Эти цифры убедительно говорят о том, что работы предстоит еще много, но руководители треста не обеспечивают стройку цементом, бутом, торфоплитой. С 17 июня цементные работы не ведутся из-за отсутствия цемента. Управление подсобных предприятий треста срывает завоз бутового камня, так как Федотовский карьер не выполняет плана, Халатно относится к ведению работ 38 трест, который может уже вести работы по канализации и водопроводу, но разворачивается медленно. Спецстрой (начальник Горохов) затягивает окраску металлических конструкций. Цех будет построен по последнему слову техники. Здесь все работы от заготовки песка, формовки, заливки и выбивки будут построены на принципе механизации и конвейеризации. Достаточно отметить, что на изготовление оборудования и конструкции в цехе израсходуется 1050 тонн металла. В цехе будет установлено 46 ленточных и пластинчатых транспортеров, 6 цепных конвейеров, около 50 формовочных машин, 10 бегунов. Все это оборудование должно уже сейчас быть готово к монтажу. Основная масса будет изготовлена непосредственно на заводе, цехом нестандартного оборудования завода. Но пока этот цех, созданный 4 месяца тому назад, ничего не делает. Пора заниматься и технологической подготовкой цеха (подготовка моделей опок и плит). На это отпущено 1 миллион 80 тысяч рублей. Управление капитального строительства завода мало проявляет активности в ускорении темпов работ. До сего времени не выдана техническая документация на тоннели, мазутопровод, теплопровод, фундаменты для формовочной машины, не решен вопрос с получением электрооборудования моторов, вентиляторов, кабеля. Ход строительных работ и подготовки к монтажу показывает, что сроки сдачи цеха под монтаж и его пуск под угрозой срыва. Нужно принять все меры к тому, чтобы быстрее сдать цех под монтаж, изготовить нестандартное оборудование, подготовить технологический процесс, предусмотреть все до мелочей для пуска цеха в эксплуатацию. С. ПЕТУХОВ, начальник нового цеха серого чугуна» («Тракторостроитель», 30 июня 1948).