В сентябре 1963 г. конструкторским бюро шестицилиндровых двигателей, где начальником Б.В. Ильин, разработана конструкция еще одного члена семейства рядового шестицилиндрового двигателя Д-160 мощностью 75 л. с.
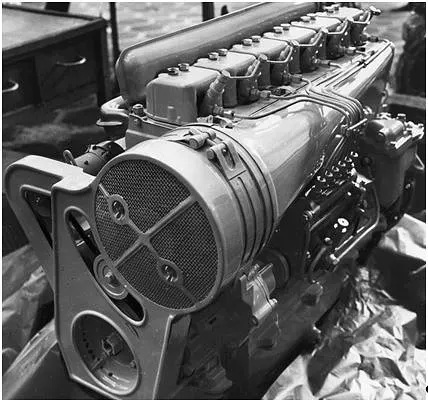
Сборка одного из первых экспериментальных двигателей Д-160. 1964-1965 гг. Один из семейства моторов – Д-160 Дизельный двигатель Д-160 с воздушным охлаждением: Мощность - 75…80 л.с., Диаметр цилиндра - 105 мм., Ход поршня - 120, Число оборотов - 1800…2000 об/мин, Вес – 480 кг.
«НОВЫЙ ДВИГАТЕЛЬ Д-160 Анализ статистических данных показывает, что имевшая место ранее тенденция применения на тракторах двигателей воздушного охлаждения получила дальнейшее развитие. Конструкции тракторных двигателей воздушного охлаждения отличаются несложным обслуживанием в эксплуатации и потому вызывают все большую популярность. Поэтому широко развернуты работы по модернизации находящихся на производстве и созданию новых конструкций дизелей воздушного охлаждения на нашем заводе, а также на Челябинском тракторном и Ярославском моторном заводах. Такое интенсивное проникновение двигателей с воздушным охлаждением в разные отрасли промышленности и сельского хозяйства является бесспорно уже сложившимся направлением дальнейшего развития двигателестроения. С повышением уровня механизации сельского хозяйства и с общим развитием техники, производительность и рабочие скорости тракторов повышаются. Сейчас уже доказана возможность перехода на скорости в пределах 7-10 километров в час, а в дальнейшем еще больше. Для обеспечения работы на таких скоростях необходимо увеличивать мощность тракторных двигателей. Поэтому перед конструкторским бюро перспективного проектирования поставлена задача — разработать дизель мощностью 70-80 л. с. для тракторов средней мощности. В настоящее время на новый двигатель утверждено техническое задание и ведутся работы по эскизно-техническому проектированию. Что он представляет из себя? Это рядный шестицилиндровый дизель марки Д-160. Мощность 80 л. с. при 1800 об/мин. На нем применен такой же тепловой процесс, как и на двигателе Д-37М, с объемно-пленочным смесеобразованием. Такой процесс при нормальной работе топливной аппаратуры обеспечивает высокую экономичность при умеренной жесткости работы двигателя, что благоприятно сказывается на его долговечности. Двигатель Д-160 по основным быстроизнашиваемым деталям максимально унифицирован с семейством дизелей Д-37. Всего унифицировано 122 детали, в том числе: головка цилиндров, цилиндр, поршень, клапанный механизм, поршневой палец, поршневые кольца. Это позволит значительно облегчить снабжение запасными частями и упростит ремонт двигателей в условиях эксплуатации. При разработке нового дизеля конструкторы уделяют большое внимание вопросу повышения долговечности и надежной работы двигателя. Для обеспечения достаточной жесткости коленчатого вала и нормальной работы двигателя на форсированных режимах увеличены размеры коренных и шатунных подшипников. С целью уменьшения крутильных колебании на переднем конце коленчатого вала устанавливается гаситель крутильных колебаний. Уплотнения переднего и заднего концов коленчатого вала обеспечиваются каркасными самоподжимными сальниками и маслоотбойными шайбами. Охлаждение двигателя осуществляется осевым вентилятором, со встроенным в него генератором. Вентилятор имеет производительность около 4000 м3/час при 5650 об/мин. Привод вентилятора производится от шестерен распределения без применения клиноременной передачи. Это позволит устранить недостатки в приводе, связанные с износом ремней, обеспечит возможность отбора мощности от переднего конца коленчатого вала. Большое внимание уделяется улучшению фильтрации воздуха, масла и топлива. Будет разработан мультициклонный воздухоочиститель с фильтром тонкой очистки из пенополиуретана. Для лучшей фильтрации топлива применим фильтр тонкой очистки с бумажными элементами. Фильтрация масла осуществляется секционной масляной центрифугой. Запуск дизеля производится от пускового бензинового двигателя мощностью 12 л. с. Одновременно с этим предусмотрен также и электростартерный запуск. Заложенные потенциальные возможности при конструировании двигателя позволят в дальнейшем совершенствовать модель и довести мощность до 90 — 100 л. с. По плану новой техники конструкторы бюро перспективного проектирования должны закончить разработку эскизно-технического проекта в четвертом квартале 1963 года. Включившись в предоктябрьское соревнование, конструкторы взяли обязательство закончить эту работу к празднику Великого Октября. Много творческого труда при разработке проекта двигателя вносят конструкторы А.Н. Салов, Б.В. Ильин, П.Н. Морозов. Н.Г. ЕРОХИН, начальник конструкторского бюро перспективного проектирования отдела главного конструктора» («Тракторостроитель», 27 сентября 1963). «Проект двигателя готов Творцы новой техники отдела главного конструктора встречают годовщину Великого Октября большими творческими успехами. Досрочно выполнен технический проект шестицилиндрового двигателя. Разработаны общая компоновка двигателя, отдельные чертежи узлов и агрегатов. Произведены тепловой, динамический и прочностной расчеты двигателя. Новый шестицилиндровый двигатель мощностью 75 — 80 л. с. будет устанавливаться на энергоемкие и пропашные тракторы. Много труда и творческой инициативы в разработку проекта вложили конструкторы бюро двигателей перспективного проектирования. Н. Г. ЕРОХИН, начальник бюро» («Тракторостроитель», 5 ноября 1963). «Важную задачу решают конструкторы по созданию шестицилиндрового двигателя Д-160 мощностью 75 л. с. Шестицилиндровый двигатель с воздушным охлаждением разрабатывается с максимальной унификацией деталей и узлов с двигателем Д-37Е. Это позволит увеличить производительность тракторов на всех видах работ, как за счет повышения скоростей, так и за счет увеличения ширины захвата сельскохозяйственных орудий. Техническая документация двигателя Д-160 в нынешнем году будет выдана экспериментальному цеху для изготовления опытных образцов» («Тракторостроитель», 14 февраля 1964). «В светлом, просторном зале, где удобно разместилось бюро перспективного проектирования, напряженная тишина. Даже воздух улавливает и передает умственное усилие конструкторов, которые в муках рождают новый проект семидесятипятисильного шестицилиндрового двигателя Д-160. Спроектировать двигатель нужно с учетом форсирования его до 100 л. с. Павел Николаевич Морозов отлично знает, о чем думает каждый из его коллег, склонившись над белой поверхностью кульманов. Вот Лидия Васильевна Образцова — конструктор группы, которой он руководит, занята компановкой картера двигателя. А Павлу Николаевичу непременно нужно найти самый удобный вариант распределения масляной магистрали внутри блока. Как можно меньше наружных масляных соединений. Сколько прочитано технической литературы, сколько предложено вариантов! Который же наиболее приемлем? Верное решение пришло неожиданно и оказалось самым простым. Его сразу оценили начальник бюро Николай Георгиевич Ерохин и технологи. Рабочие чертежи для опытной партии делаются легко, без напряжения. В душе успокоение. А вокруг Павла Николаевича, неслышимая никем, звучит музыка Чайковского, такая же светлая и умиротворяющая, как настроение творца, создавшего, наконец, плод своих длительных конструкторских раздумий. Музыка — постоянная спутница и помощница конструктора. В часы отдыха он подбирает на аккордеоне услышанные и понравившиеся мелодии. Тогда они, живущие только внутри его, приобретают реальное звучание. Аккордеон Морозова — не последний инструмент в оркестре отдела главного конструктора. Коллектив взял обязательство к 1 сентября выдать рабочий проект двигателя Д-160 для опытного образца. Работа над форсированием двигателя до 100 л. с. означает новые раздумья, поиски и удачи. И в этом смысл жизни конструктора — творца новой техники» («Тракторостроитель», 25 февраля 1964). «Творцы новой техники Трое конструкторов группы системы питания двигателей собрались вокруг стола своего руководителя Александра Николаевича Салова. Они обсуждали вопрос форсирования шестицилиндрового двигателя до 80 л. с. Каждый из них вел свой вопрос, но окончательный вариант решения обсуждался сообща. А спорных вопросов в конструкции нового двигателя очень много. В шестицилиндровом двигателе форсунка будет с двухдырчатым распылителем. Это позволит увеличить мощность мотора. Заказывается также новое крепление топливного насоса, не фланцевое, а отдельно от кронштейна. Унификация кропления дает большое преимущество для тракторов, идущих на экспорт. Творцы нового двигателя задумались над тем, как улучшить предварительную фильтрацию топлива. Решили добиться чистоты топлива за счет примечания нового фильтра грубой очистки и установки бумажных фильтрующих элементов для тонкой фильтрации. Еще только закончила Евгения Ивановна Владимирова компановку грубой и тонкой очистки топлива, а у руководителя группы уже зародилась мысль о создании фильтра грубой очистки с фильтрующим элементом из пластмассы. Для облегчения пуска двигателей конструкторы предусмотрели установку муфты опережения впрыска топлива, которая будет изменять угол опережения впрыска топлива в зависимости от числа оборотов. На двигателе Д-160 устанавливается воздухоочиститель, аналогичный воздухоочистителю двигателя Д-37М. Но предварительная очистка воздуха будет проходить не в моноциклоне, а в мультициклонах без применения масляной ванны. Это даст лучший коэффициент очистки воздуха. Пыль из бункера будет удаляться автоматически, с помощью эжекционного устройства. Срок службы фильтра возрастет. Но конструкторы Михаил Ольшевский и Владимир Кольцов, занимающиеся конструированием и компановкой воздухоочистителя, мечтают сделать его более долговечным. Еще в начале года на совещании технического совета с участием технологов и металлургов прошло обсуждение эскизных проектов двигателя Д-160. Из нескольких предложенных вариантов остановились на одном, более приемлемым для нашего производства. Но ученый секретарь совета Александр Николаевич Салов вместе с конструкторами группы системы топливного питания надеются, что в будущем они успешно решат и внедрят в производство двухрядный вариант двигателя с углом развала между цилиндрами 90 градусов. В. ЗОРИНА» («Тракторостроитель», 5 июня 1964). «Наш рубеж — двигатель Д-160 Коллектив конструкторского бюро перспективного проектирования призван решать задачи по дизелям завтрашнего дня. Сейчас мы ведем работы по форсированию двигателя Д-37Е мощностью 50 л. с. и создаем новый, более мощный дизель Д-160. При проектировании стараемся наиболее полно использовать опыт, накопленный в результате анализа обследований и испытаний двигателей отечественного производства, а также анализа наиболее совершенных конструкций мирового дизелестроения. Непрерывно ведем работы по повышению надежности и долговечности узлов и деталей. Нашли ряд прогрессивных решений. Применение подшипников из антифрикционного сплава А-20, колец трапецевидного сечения, накатка гантелей на коленчатом валу значительно улучшают работу шатунно-поршневого механизма. Воздухоочиститель циклонного типа с пенополиуретаном обеспечивает высокий коэффициент очистки воздуха. Автоматическое регулирование теплового режима надежно обеспечит работу двигателя при оптимальном тепловом режиме. При создании двигателя Д-160 более высокой мощности (75 л. с.) было обращено внимание на сто пуск. Маслозакачивающий насос, обеспечивая жидкостное трение в период пуска, уменьшает пусковой момент и снижает износы в период пуска. В настоящее время коллектив бюро занят выпуском рабочих чертежей. Обещаем выдать их в этом месяце. Н. ЕРОХИН, начальник конструкторского бюро перспективного проектирования» («Тракторостроитель», 21 июля 1964). «ОСНАСТКА НА НОВЫЕ ДВИГАТЕЛИ Коллектив модельного цеха продолжает нести предпраздничную вахту. На всех участках чувствуется небывалый трудовой подъем. Замечательный подарок 47-й годовщине Октября готовят рабочие смены мастера тов. Крылова. Модельщики Голованов, Морозов и Першень в начале этого месяца приступили к изготовлению оснастки для нового экспериментального двигателя Д-160. Внушительно и по своему красиво выглядит блок этого шестицилиндрового дизеля. В его очертаниях уже сейчас чувствуется скрытая мощность. А ведь это пока только деревянная модель, причем еще незаконченная. Такой двигатель у нас на заводе делается впервые. Как и во всяком новом деле, в этой работе модельщикам встречаются определенные трудности. Не очень точно скоординированы листы чертежей, а их на блок двигателя — семь. Нет узких ленточных пил для механического станка. Поэтому контуры малых радиусов приходится доводить до заданных размеров вручную. Инструмент поступает в цех не всегда высококачественный, например, режущие ножи часто крошатся. Это создает добавочные трудности при наладке станков. Но модельщики — народ опытный, все трое на этой работе не первый десяток лет. Каждую доску для модели они отбирают тщательно, следят за качеством просушки материала. Порой, увлеченные работой, задерживаются в цехе допоздна. — Мы знаем, что отливки по нашей модели с нетерпением ожидают экспериментальщики, — говорит тов. Морозов, и стараемся сделать ее быстрее и лучше» («Тракторостроитель», 23 октября 1964). «Автоматическое регулирование температурного режима Регулирование температурного режима на серийных двигателях конструкции нашего завода осуществляется с помощью жалюзи с ручным управлением. Устанавливаемые в одних конструкциях на выходе, в других — на входе воздушного тракта системы охлаждения, жалюзи в определенной степени решают задачу стабилизации теплового состояния двигателя. Но им присущ, как всякому дроссельному регулированию, недостаток — постоянство мощности, отбираемой от двигателя для системы охлаждения. В теплое или холодное время года, при интенсивной или слабой загрузке двигателя, мощность, расходуемая на привод вентилятора, остается постоянной, рассчитанной на самые тяжелые условия работы двигателя. В целях устранения этого недостатка для регулирования температурного режима на новом двигателе Д-160 применен более совершенный метод: регулирование производительности вентилятора путем изменения скорости вращения его ротора. Что это дает? Во-первых, снижаются затраты мощности на охлаждение и, следовательно, расход топлива, возрастает экономичность двигателя. Во-вторых, за счет обеспечения оптимального теплового состояния на всех режимах работы повышается моторесурс двигателя. Регулирование температурного режима двигателя Д-160 будет осуществляться посредством гидродинамической муфты. Гидромуфта, управляемая посредством изменения степени заполнения рабочей полости, устанавливается в шестеренчатый привод вентилятора системы охлаждения. Питание ее осуществляется дизельным маслом из системы смазки двигателя. Степень заполнения рабочей полости, определяющая скольжение гидромуфты, и число оборотов вентилятора, автоматически регулируется термостатом конструкции HATИ. Термостат вворачивается в головку цилиндра и состоит из термодатчика с золотником. Размещается гидромуфта сзади двигателя в картере маховика вместе с шестернями газораспределения и имеет привод от коленчатого вала двигателя через две промежуточные шестерни. Максимальные обороты ведомого вала гидромуфты — 5200 в минуту, при 1800 оборотах в минуту коленвала. Ведомый вал муфты связан с ротором вентилятора трубчатым алюминиевым карданным валом, проходящим через весь двигатель под кожухом вентилятора. Карданы вала выполнены в виде шариковых муфт и являются легкоразборными, что обеспечивает простоту монтажа и демонтажа. При снятии вала шарики карданов от выпадания предохраняются шайбой. Гидромуфта выполнена в виде ведомого и ведущего рабочих колес из алюминиевого сплава, снабженных прямыми радиальными лопатками в количестве по 22 и 20 штук соответственно. Ведомое колесо напрессовано на треугольные шлицы ведомого вала. Шестерня привода нарезана на ведущем валу муфты. Ведомое колесо соединено с валом при помощи шести болтов. Кожух гидромуфты, штампованный из листовой стали, имеет два диаметрально противоположных калиброванных отверстия для сброса масла и соединен с ведомым колесом муфты при помощи напрессовки и завальцовки. Подвод рабочей жидкости в гидромуфте торцовый с лабиринтным уплотнением. Торцевой зазор между рабочими колесами регулируется специальной гайкой со стопором. Жидкость, выброшенная из муфты, имеет свободный слив в картер двигателя. Разработка и внедрение в производство принципа автоматического регулирования теплового режима двигателей Д-160 отвечает современным требованиям по созданию экономичных, простых, удобных в управлении и долговечных машин. В. КРУПИН, инженер-конструктор бюро гидравлики ОГК» («Тракторостроитель», 10 ноября 1964). В 1964 г. производится сборка 3-х опытных двигателей Д-160 (75 л.с.). «РАБОЧИЙ ПРОЕКТ Д-160 ЗАКОНЧЕН Решения мартовского Пленума ЦК КПСС явились для коллектива нашего конструкторского бюро знаменем, ведущим на штурм новых высот. Такой высотой был шестицилиндровый двигатель Д-160. В декабре минувшего года были изготовлены опытные образцы Д-160. Стендовые испытания показали, что двигатель соответствует техническому заданию и проектным показателям. Он развивает мощность 75 л. с. при 1800 оборотах коленчатого вала в минуту. Все системы и узлы работают надежно. Конструкторы продолжают работать над дальнейшим усовершенствованием двигателя, повышением его моторесурса. На днях мы закончили разработку улучшенного варианта двигателя и выдали чертежи экспериментальному цеху. Пройдет немного времени и экспериментальщики создадут опытные образцы, которые пойдут на полевые испытания. Двигатель Д-160 предназначен для нового трактора МТЗ-80, разработанного на Минском тракторном заводе. При конструктивной доработке большое внимание было уделено технической эстетике двигателя, его внешнему виду. Впервые в КБ изготовили модель двигателя, что позволило конструкторам переставлять агрегаты, изменять общую компоновку мотора, находя наиболее оптимальные современные формы. В процессе отработки удалось значительно улучшить технологичность основных деталей и узлов. Так с целью повышения моторесурса двигателя применили новые подшипники коленвала, обеспечивающие форсирование двигателя до 2200 оборотов в минуту. Предусмотрена система автоматического регулирования температурного режима двигателя путем изменения числа оборотов вентилятора через гидродинамическую муфту. В конструкцию двигателя введена автоматическая муфта изменения узла опережения вспрыска топлива. Это даст возможность улучшить пусковые качества двигателя и экономить топливо на частичных нагрузках. Введение на двигателе высокоэффективных масляных и топливных фильтров также будет способствовать повышению долговечности и надежности работы мотора. Руководители групп Б. Ильин, Л. Зорин, инженеры первой категории Е. Качаева, В. Бычкова, конструкторы Л. Образцова, Н. Гаврилов, Е. Владимирова, В. Соловьев вложили много творческого труда в создание нового двигателя. В выпуске рабочего проекта двигателя Д-160 принимали участие КБ кривошипно-шатунного механизма, топливной аппаратуры, электрооборудования и гидравлики, возглавляемые тт. Саловым, Эйдельманом, Мартыновым, Лукьяновым. Конструкторы тт. Крупин, Доркунов, Лобко, Гаврилин, Фрайман показали большое умение творчески решать технические вопросы по узлам и механизмам двигателя Д-160. Коллектив КБ пусковых устройств и механизации тракторов, руководимые тт. Костериным и Уткиным, совместно с работниками филиала НАТИ разработали пусковой бензиновый двигатель П-300, который обеспечит надежный запуск двигателя Д-160 в зимних условиях. Н.Г. ЕРОХИН, руководитель КБ перспективного проектирования двигателей отдела главного конструктора» («Тракторостроитель», 18 июня 1965).
«Еще в прошлом году в цехе были изготовлены три опытных образца шестицилиндрового двигателя Д-160 с воздушным охлаждением, мощностью 80 лошадиных сил. Во время стендовых испытаний были выявлены слабые места. С тех пор прошло около года. За это время мы получили от конструкторов новые чертежи, по которым должны изготовить пятнадцать двигателей Д-160. В оставшиеся месяцы предполагаем выпустить пять двигателей, которые отправим на Минский тракторный завод» («Тракторостроитель», 24 августа 1965). «Всесоюзной конференции тракторостроителей экспериментальщики подготовили хороший подарок. Они выпустили опытный образец шестицилиндрового двигателя Д-160, который установили на трактор «Беларусь». Заводские испытания проходят успешно и показывают положительные результаты. В ближайшее время этот трактор с установленным на нем мощным двигателем будет проходить испытания в полевых условиях» («Тракторостроитель», 7 сентября 1965). В ноябре 1965 г. на заводе появилась электронно-вычислительная машина «Сетунь». На ней выполнен расчет анкерной шпильки к двигателю Д-160. «Д-160 ПРОХОДИТ ИСПЫТАНИЯ Экспериментальный цех. Здесь с каждым днем нарастает волна трудового подъема, вызванная решениями сентябрьского Пленума ЦК КПСС. Об этом красноречиво говорят «молнии», приветствующие передовиков производства. Особое внимание привлекает социалистическое обязательство, которое взяли экспериментальщики в честь XXIII съезда партии. Знакомство с ними даст полное право утверждать: рабочие готовят достойные подарки этому знаменательному событию. Вот, например, участок сборки, возглавляемый старшим мастером А.В. Сергеевым. Этот коллектив к концу года решил собрать и сдать на испытания два двигателя Д-140 и пять двигателей Д-160. Здесь больше тишины, чем в цехе, где гул создают работающие станки. В помещении много света, на столах приборы, на стенах таблицы. Около одного из столов, на котором возвышается первый двигатель Д-160, собралась группа рабочих. Не было ни рукопожатий, ни приветствий, но каждый был горд за своих товарищей слесаря-сборщика тов. Мо-рева и его помощника тов. Чуйко, которым удалось собрать этот «первенец», предназначенный для Минского тракторного завода. Немало дерзновенных мыслей, новаторства вложено в конструкцию этого мотора, способного развивать мощность 75—80 л. с. при 1800 оборотах коленвала в минуту. Здесь предусмотрена система автоматического регулирования температурного режима двигателя путем изменения числа оборотов вентилятора через гидродинамическую муфту. И вот «детище» большой группы инженерно-технических работников и кадровых рабочих отправлено на стендовые испытания, откуда оно пойдет в Минск. Но это только первый двигатель. Над сборкой двух других по-ударному трудятся слесари-сборщики тт. Шитов, Тимофеев, Пикулин и Абрамов. Небольшие конструктивные изменения намечено внести во второй, четвертый и пятый двигатели. К каждой головке цилиндров решено поставить термопары для определения температуры в процессе работы двигателя. Такие моторы будут переданы в конструкторско-исследовательское бюро для лабораторных исследований. Л. ПЕТРОВА» («Тракторостроитель», 21 декабря 1965). «Шестицилиндровый с турбонаддувом Конструкторы завода, вместе со всеми тракторостроителями, готовят достойные трудовые подарки XXIV съезду КПСС. Одной из основных задач коллектива нашего бюро является дальнейшее повышение технико-экономических показателей дизелей. В тесном творческом содружестве с нашими испытателями и сотрудниками научно-исследовательских институтов отрасли мы проводим работы по дальнейшему форсированию мощности шестицилиндрового двигателя Д-160. В настоящий период этот дизель форсирован до мощности 100 л. с. без применения турбонаддува. Один из таких образцов прошел 800-часовые испытания на надежность. Дальнейшая форсировка до 115 — 130 л. с. будет осуществляться при помощи турбокомпрессора марки ТКР-8,5. Два опытных двигателя, оснащенные турбокомпрессором, уже собраны в экспериментальном цехе. Один из них будет в ближайшее время испытываться на нашем заводе, другой уже проходит испытания в лаборатории Владимирского политехнической института. По результатам этих испытаний в 1971 году будут изготавливаться улучшенные образцы двигателя Д-160 с турбонаддувом. В экспериментальном цехе собран один двигатель 5ЭД-160 мощностью 110 л. с. без турбонаддува с шестеренчатым приводом вентилятора, на котором будут проводиться широкие исследовательские работы по улучшению энергоэкономических показателей. Впереди у конструкторов ответственная и кропотливая работа. Б. ИЛЬИН, начальник конструкторского бюро отдела главного конструктора» («Тракторостроитель», 12 января 1971). «Коллектив экспериментального цеха с честью выполнил предмайское социалистическое обязательство: изготовил шесть опытных образцов двигателей Д-160 мощностью 110 л.с. Все они отправлены на испытания в Липецк на тракторный завод» («Тракторостроитель», 27 апреля 1973). «Опытные образцы Готовя достойную встречу 56-й годовщине Великого Октября, рабочие и специалисты экспериментального цеха собрали шесть опытных образцов двигателей Д-160 мощностью 90 — 110 л. с. Ими будут оснащены опытные образцы тракторов Липецкого, Минского, Ташкентского тракторных заводов» («Тракторостроитель», 6 ноября 1973).
«Готовя достойную встречу 57-й годовщине Великой Октябрьской социалистической революции, коллектив экспериментального цеха изготовил 17 опытных двигателей Д-160. Пять из них находятся на обкатке. В ближайшие дни их отправят в Липецк, где они будут проходить испытания на новом тракторе» («Тракторостроитель», 1 ноября 1974).
Двигатель ВТЗ Д-21А
В 1961 г. конструкторское бюро занималось созданием двухцилиндрового дизеля Д-21М, мощностью 20 лошадиных сил, унифицированного с двигателем Д-37М по таким основным деталям, как поршень, шатун, цилиндр, головка цилиндра.
В 1963 года ОГК разработало семейство двигателей воздушного охлаждения на базе Д-37М (Д-22– 30 л.с. и Д-21 – 20 л.с.). До 1973 года двигатель Д-21 устанавливался на трактор Т-25. В 1971 г. собраны экспериментальные двухцилиндровые двигатели Д-21А. В отличие от Д-21 он оборудовался топливным насосом распределительного типа НД-21/2. Плунжер совершал в 2 раза больше ходов за один оборот приводного вала. Это позволило повысить мощность транспортного средства. «Коллективы отдела главного конструктора и экспериментального цеха сейчас продолжают работу по доведению ресурса двигателя Д-21А и трактора Т-25А до 6000 часов. Эту работу мы намерены завершить в 1974 — 1975 годах» («Тракторостроитель», 23 марта 1973). С 1 октября 1973 г. начато массовое производство тракторов Т-25А1 и двигателей Д-21А1. В апреле 1974 г. ведомственная комиссия утвердила двигателю Д-21А1 высшую категорию качества и рекомендовала представить его на аттестацию государственным Знаком качества. «Подготовить двигатель Д-21А к аттестации на государственный Знак качества Решаем задачу комплексно Подготовка двигателя Д-21А1 на присвоение ему государственного Знака качества требует большой работы от рабочих и специалистов всех производственных подразделений завода, в том числе и от нас, работников моторного цеха № 2. Ведь именно у нас производятся основные детали и узлы, входящие в двигатель этой модификации. На протяжении трех с лишним лет в цехе идет трудоемкая и кропотливая работа по аттестации на заводской Знак качества выпускаемых нами деталей. Статистическому анализу и технологическому контролю были подвергнуты сотни операций. Сделаны заключения» произведена корректировка целого ряда техпроцессов, уточнены некоторые конструктивные решения по ряду деталей. Благодаря всей этой работе появилась возможность в 1973 году аттестовать и произвести переаттестацию на заводской Знак качества 21 деталь, среди которых такие трудоемкие, как коленчатый вал Д21, распределительные валы Д21 и Д37 и другие детали. В этом году предстоит аттестовать картер двигателя Д-21, маховик, крышку коренных подшипников и крышку распределительных шестерен. Работу эту мы начали в конце 1972 года и продолжаем до сего времени. Составлен график на аттестацию деталей еще семи наименований. На техническую часть цеха, контролеров, службы механика, ШИХ ложится большая нагрузка. Необходимо в строгом соответствии с сетевым планом-графиком произвести большое количество замеров с целью выявления соответствия параметров изготовляемых деталей требованиям техдокументации и стабильности техпроцесса, доводки оборудования, технологической оснастки и инструмента до паспортных данных требований ТУ, осуществлять постоянный контроль за соблюдением технологической дисциплины, организовать аттестацию рабочих-исполнителей. Все это в комплексе позволит решить вопрос аттестации деталей на Знак качества. Решение всех остальных вопросов зависит только от нашей оперативности и нашей добросовестности. В срок завершить работы по аттестации нашей продукции, и, тем самым подготовить почву для присвоения двигателю Д-21А1 государственного Знака качества, — дело чести каждого рабочего и специалиста цеха. В. КАБАНОВ, технолог моторного цеха № 2» («Тракторостроитель», 12 апреля 1974).
«Ускорить аттестацию изделий Постоянное улучшение качества продукции, повышение ее надежности является предпосылкой развития социалистической экономики, одним из главных путей повышения эффективности производства, важной задачей промышленности в период со здания материально-технической базы коммунизма. Среди самых разнообразных организационно-производственных факторов на качество продукции существенно влияет система аттестации на государственный Знак качества. Аттестованная продукция — это взаимная выгода и потребителя, и изготовителя. Поэтому наша важнейшая задача — добиться, чтобы продукции, выпускаемой заводом, был присвоен государственный Знак качества. Это не только наш долг, но и экономическая целесообразность. Одним из важнейших обязательных требований при государственной аттестации — это то, чтобы основные детали и узлы двигателя и трактора имели заводской Знак качества. Получение заводского Знака качества на детали и узлы предусматривает снижение рекламаций от потребителей и возврата продукции от представителя-заказчика, сокращение потерь от брака, выполнение плана ремонта оборудования и оснастки, положительной оценки культуры производства, состояния технологического процесса и его ста бильности, высокий процент сдачи продукции с первого предъявления. При подготовке к заводской аттестации изделий l большой объем занимают работы по достижению стабильности технологических процессов, т. е. гарантированного, устойчивого качества деталей и узлов. Добиться этого, значит создать фундаментальную предпосылку к государственной аттестации. Коллектив завода в 1974, определяющем году девятой пятилетки взял обязательство получить на двигатель Д-21А и его модификации государственный Знак качества. По состоянию на апрель из 83 основных деталей двигателя аттестовано заводским Знаком качества только 8 наименований деталей. На заводе есть сетевые графики, предусматривающие комплекс мероприятий, обеспечивающих высокое качество продукции, в числе которых работа по повышению квалификации кадров, решение технических и организационных вопросов, укрепление технологической дисциплины. Но предусмотренные сроки окончания работ по заводской аттестации идут в разрез с принятыми обязательствами и не позволяют своевременно подготовить материалы к государственной аттестации. Поэтому коллективу отдела главного технолога необходимо пересмотреть намеченные сроки присвоения заводского Знака качества по основным деталям двигателя Д-21А. Предстоит выполнить большой объем работ, но делать его надо, ибо аттестация не самоцель, а средство дальнейшего повышения качества продукции. Н. ШИШЕНКОВ, заместитель начальника ОТК» («Тракторостроитель», 19 апреля 1974). «Повысить персональную ответственность Качество выпускаемой продукции. Этому производственно-экономическому показателю хозяйственной деятельности предприятия сегодня уделяется самое большое внимание. Ведь, в конечном итоге, качество — это зеркало предприятия, оценка пригодности, надежности и долговечности продукции, а значит, целесообразности ее производства. Как же рабочие и специалисты автоматного цеха решают вопрос повышения качества? Если проанализировать результаты работы за прошлый 1973 год, можно сказать, что дело, в общем-то, обстоит неплохо. Процент брака ниже установленного лимитом на 0,05. Возврат деталей со сборки сведен к минимуму, коэффициент качества, за исключением лишь одного месяца, был стабилен и выше лимитного. Сейчас в цехе ведутся работы по подготовке к переаттестации и аттестации выпускаемых деталей на заводской Знак качества. На ежедневных оперативках и цеховых днях качества постоянно говорят об этом показателе, разрабатывают мероприятия, направленные на его повышение. Казалось бы, все в порядке. Так почему же в первом квартале о качестве заговорили с большой обеспокоенностью не только на оперативках, но и на заседаниях партийного бюро автоматного цеха и почему на одном из последних собраний коммунистов цеха вопрос качества был центральным? Цех сдал свои позиции по этому показателю. Хотя, как вполне определенно отметил в своем докладе на партийном собрании заместитель начальника цеха по техчасти тов. Володин, и в прошлом году показатель качества вряд ли был объективен, Коллективом ПРБ не был налажен учет выдаваемого металла, поэтому к концу года выявился перерасход части профилей. Вывод — часть брака погребена под стружкой. Сейчас учет стал вестись более точно, «выплыл» и брак. Почему же он есть, в чем его причина? Здесь и неудовлетворительное состояние оборудования, следствие недоукомплектовки службы механика квалифицированными слесарями, этой до сего времени нерешенный администрацией завода вопрос прекращения поставки цеху негабаритного, непромытого, незаправленного металла, это ряд других нерешенных технических и организационных вопросов. Но главная причина неудач последних месяцев это — ослабление персональной ответственности руководителей и исполнителей за изготовление продукции. Сдача продукции с первого предъявления превратилась в пустую форму. Исполнитель в погоне за количеством упускает качество. А списание брака на конкретного виновника широкого распространения на участках до сего времени не получило. Руководители участков, сменные мастера не только не прививают своим подчиненным чувство ответственности за качество выпускаемой продукции, но и сами зачастую способствуют, пусть невольно, снижению качества. Например, не по технологии заправляются нитратом мойки и за этим никто не следит. Никого не обеспокоило, что при проверке ГОСТовских деталей у некоторых из них зафиксированы отклонения по одним и тем же параметрам на протяжении нескольких месяцев. Не всегда борются здесь с нарушителями технологической дисциплины. Неудовлетворительно работают с кадрами сменные мастера. Техническая учеба основных категорий рабочих, в том числе курсы линейных наладчиков, ведется не на должном уровне. На устранение всех этих недостатков должны быть направлены все усилия автоматчиков. Без этого невозможно подготовить детали, производимые в цехе, к аттестации на заводской Знак качества. А. ЖУРАВЛЕВ, секретарь партийной организации автоматного цеха» («Тракторостроитель», 14 мая 1974). «Обеспечить стабильность техпроцессов Аттестация на заводской Знак качества для моторосборочного цеха несколько специфична. Если в других цехах она проводится по отдельным деталям, постепенно, то для нас постепенности не может существовать, поскольку аттестация ведется сразу по всему технологическому процессу. Подготовительная работа: многочисленные замеры, определение наиболее «браконосных моментов», быстрейшее устранение их, осуществление мероприятий, направленных на повышение квалификации сборщиков — все это практически проведено. Данные статистического анализа, тот материал, на основе которого определяется возможность аттестации изделия на заводской Знак качества, подготовлены и находятся на рассмотрении в отделе главного технолога. Должна быть подтверждена стабильность сборки шатунно-поршневой группы, узлов коленчатого вала и вентилятора. Именно эти узлы определяют технический уровень аттестуемого изделия. Дело осталось за немногим: устранить незначительные недостатки, влияющие отрицательно на качество сборки и связанные с несоответствием момента затяжки крепежных деталей требованиям ТУ. Но для этого необходимо наличие двух факторов; постоянных кадров на сборочном конвейере и ритмичной подачи в цех комплектующих деталей. А сделать сегодня мы не можем ни того, ни другого. Моторосборочный цех не укомплектован pабочей силой. Обучить правильным приемам работы ту огромную массу людей, которая буквально «проходит» через цех, мы не в состоянии. На конвейере заняты временные рабочие, которые приходят к нам в целях оказания помощи на две недели, на месяц. И, конечно, техпроцесс они не соблюдают. А технологи не могут этого проконтролировать, потому что сами они «брошены» на прорыв: работают или на конвейерах, или, что наиболее часто, на участке ширпотреба. Так что здесь не до качества. Вторая наша «болезнь», затянувшаяся, превратившаяся в хроническую — это полное отсутствие ритма на конвейере. Цехи-поставщики начинают «наращивать» свои производственные мощности где-то с середины месяца, а нам приходится штурмовать в последние дни, стараясь сделать план. Вот и получается, что борясь за качество, мы не можем побороть недостатки, порождающие брак. Е. ПОПОВ, заместитель начальника моторосборочного цеха» («Тракторостроитель», 7 июня 1974). «На уровень мировых стандартов Только что на заводе закончила свою работу государственная комиссия, определившая возможность аттестации двухцилиндрового двигателя Д-21А и его модификаций на государственный знак качества. Это – высокая оценка самоотверженного, творческого труда рабочих, инженерно-технических работников и служащих, принимавших активное участие в совершенствовании конструкции двигателя, повышения его надежности и долговечности. Модификации двигателя Д-21А в настоящее время применяются на тракторах Т-25А1 и самоходных шасси Т-16М. Его параметры по своим технико-экономическим показателям находятся на уровне лучших отечественных и зарубежных образцов и составляют: удельная мощность — 12,02 л. с./л., удельная металлоемкость - 11,2 кг/л. с., удельный расход топлива — 190 гр/э. л. с. ч. Другими словами, он экономичен, что и определяет его полезность для народного хозяйства. В процессе подготовки двигателя Д-21А к государственно аттестации были разработаны и внедрены в производство 18 конструкторско-технологических мероприятий, направленных на улучшение его качества и повышение его конкурентоспособности на внешнем рынке. В результате устранены все те недостатки, которые были выявлены на испытаниях тракторов Т-25А1 и самоходных шасси Т-16М в машино-испытательных станциях В/О «Сельхозтехника», а также в рядовой эксплуатации. Среди этих мероприятий следует отметить наиболее значительные: внедрена в моторном цехе №3 автоматическая линия по сборке головки цилиндров со вставками и втулками. Это дало не только повышение производительности труда, но и улучшение качества. С целью повышения надежности и унификации с четырехцилиндровой машиной внедрен генератор переменного тока, воздухоочиститель с пластмассовым фильтрующим элементом, вентилятор за исключением ротора. Повышению качества очистки масла и увеличению времени работы фильтра без дополнительной очистки способствовало применение усовершенствованной конструкции масляного фильтра с ротором второго типоразмера. С целью устранения случаев закоксовывания и повышения надежности работы внедрена форсунка с двойным конусом на игле распылителя и т. д. Кроме этих, уже реализованных мероприятий, в стадии разработки и внедрения находятся 11 дополнительных мероприятий, направленных на повышение качества и конкурентоспособности двигателя. Среди них наиболее существенными, пожалуй, можно считать внедрение автоматической линии «Эксцелло» на обработке и сборке головки цилиндров, освоение технологического процесса искусственного старения отливок цилиндров с целью обеспечения получения стабильности размеров, освоение производства привода клапанов с двумя пружинами, полный перевод наружного крепежа с целью повышения его антикоррозийной стойкости на цинкование, внедрение комплекса мероприятий по дальнейшему совершенствованию качества топливных насосов Вильнюсского завода и т. д. Все это в комплексе с аттестацией основных деталей заводским Знаком качества позволило решить такие существенные задачи, как снижение рекламаций с 0.14 процента в 1972 году до 0.04 процента в текущем. Потери от брака по механосборочным цехам составляют 0.32 процента, что не превышает уровень, установленный лимитом. Цехи литейного производства имеют брак ниже установленного лимитом. Существенно улучшены такие важнейшие эксплуатационные показатели, как время, затрачиваемое на техническое обслуживание, расход масла, шумность и вибрация. Годовой народнохозяйственный экономический эффект, получаемый в результате изготовления аттестованной продукции, составляет 14 рублей на каждый двигатель Д-21А. Знак качества — это не просто рубеж, завоевав который, можно «законсервироваться» на достигнутом. На заводе уже сейчас ведутся работы по созданию на базе двигателя, уже аттестованного Знаком качества, новой модификации — тридцатисильного двигателя, который в этом году представлен на ведомственные испытания. Заводские специалисты надеются, что и этот двигатель будет отвечать всем требованиям по весовым характеристикам, по мощности и экономичности, предъявляемым к изделиям подобного рода, как на внутреннем, так и на внешнем рынке. А значит нам предстоит не только закрепить за двигателями Д-37Е и Д-21А государственный Знак качества, но и обеспечить присвоение его всем выпускаемым заводом изделиям. А. ГЕРАСИМОВ, и. о. зам. главного конструктора завода. А. САДОВ, начальник КБ перспективного проектирования ОГК» («Тракторостроитель», 21 июня 1974).
В июне 1974 г. двигатель Д-21А аттестован на Государственный знак качества. «Аттестация продолжается Работа по подготовке к аттестации двигателя Д-21А увенчалась значительным успехом — ему и его модификациям присвоен государственный Знак качества. Однако, это не означает, что все мероприятия, обеспечивающие оптимальную экономичность, высокую надежность и долговечность, уже осуществлены, и двигатель не нуждается более ни в каких усовершенствованиях. Статистический анализ стабильности технологических процессов помог выявить слабые места в конструкции изделия и определить нерациональность отдельных процессов, а значит помог разработать мероприятия, внедрение которых или уже устранило, или устранит в будущем недостатки. Приятно было бы сказать: «в ближайшее время», но, к сожалению, сегодняшняя оперативность технического руководства в вопросах подготовки и реализации технических решений оставляет желать много лучшего. Для примера скажу, что один лишь вариант безболтового крепления противовесов на коленчатом вале, позволяющий внедрить безрихтовочный и стабильный процесс, находится в стадии подготовки экспериментального этапа с... 1969 года. Сначала два года тянули в ОГК, потом еще два — в ОГТ, теперь — год во ВЗИТО. Если дело и дальше так пойдет, то скоро надеяться на внедрение не стоит» («Тракторостроитель», 16 июля 1974).
Свидетельство № 16981 Государственного Комитета стандартов Совета Министров СССР о присвоении государственного Знака Качества дизельному двигателю воздушного охлаждения Д-21А и его модификациям, выпускаемым Владимирским тракторным заводом им. А.А. Жданова. 22 августа 1974 г.
«На переаттестации – Д-21А1 Технический уровень Проведению заседания государственной аттестационной комиссии предшествует большая работа по оценке изделия, в результате чего создается карта технического уровня и качества продукции. В настоящее время она уже утверждена на дизель Д-21А1. Ее содержание наглядно показывает, что со времени предшествующей аттестации в 1980 году проделана большая работа по улучшению двигателя. Внедрено более двадцати крупных конструкторских и технологических мероприятий. Это позволило повысить технический уровень и надежность топливного насоса. То же самое проделано по тахоспидометру и его приводу. Улучшена чистота обработки пальца паразитной шестерни. Внедрены седла клапанов из специального, более качественного чугуна и каленая шайба вместо стопорной пластины с целью стабилизации момента затяжки крепления крышек коренных подшипников. Важное значение имело внедрение верхнего компрессионного кольца с острой кромкой. Это позволило снизить расход и топлива и угар масла, существенно повысить надежность ряда узлов и деталей. Народнохозяйственный экономический эффект от повышения технического уровня двигателей составил 701,8 тыс. рублей. В обеспечении качества изделий большое место занимает стандартизация и унификация. Дизель Д-21А1 является высокоунифицированной конструкцией — свыше 95 процентов. Почти сто государственных стандартов распространяются на его производство. И как вывод в карте технического уровня записано: «Оцениваемый дизель соответствует лучшим отечественным и мировым, достижениям, соответствует стандартам (техническим условиям) обеспечивает экономическую эффективность и удовлетворяет потребности народного хозяйства». Объединением получено также множество положительных отзывов от эксплуатирующих двигатель организаций. Все это дает нам право представить его на рассмотрение Государственной аттестационной комиссии. Однако работы впереди немало. Объединением подготовлена, согласована с заказчиком и утверждена Минсельхозмашем СССР «Комплексная программа повышения технического уровня и качества изготовления дизеля Д-21А1 на 1982 — 1983 гг. для аттестации по высшей категории качества». Эта программа состоит из разных разделов. В данной статье остановимся лишь на конструкторской части. С целью дальнейшего повышения надежности и снижения расхода запчастей во II квартале текущего года предстоит внедрить упорные полукольца коленчатого вала из алюминиевого сплава, в III квартале — вкладыши шатунных подшипников с трехкомпонентным покрытием. Кроме того, в июне необходимо внедрить уплотнительное кольцо валика декомпрессора на основе фторкаучука, исключающее случаи течи масла. Существенное снижение расхода топлива обеспечит увеличение отношение объема камеры сгорания к объему сжатия за счет изменения головки цилиндра и поршня. Позволит снизить расход масла и запланированное к реализации в июне уменьшение осевого зазора между торцами двойных скребковых маслосъемных колец и канавки поршня. Эффективность мероприятий будет проверена на ресурсных испытаниях, начало которых намечено в этом году. Цель их — подтвердить трактору и дизелю ресурс в семь тыс. мото-часов. И наш коллектив обязан отнестись к этому серьезному экзамену со всей ответственностью. П. ТЕПТЕЛЕВ, заместитель главного конструктора» («Тракторостроитель», 16 февраля 1982). «На переаттестации — Д-21А1 Направить все усилия Сегодня уже никого не надо убеждать в том, что анализ стабильности действующих технологических процессов является обязательным этапом заводской аттестации качества выпускаемой продукции. Это требование регламентировано стандартами, ибо только стабильный технологический процесс гарантирует изготовление серийной машины в соответствии с технико-экономическими показателями карты технического уровня. А стабильность должна быть подтверждена точной, оперативной и комплексной статистической информацией действующего производства. Наше объединение располагает более чем двенадцатилетним опытом организации работ по комплексному статистическому обследованию технологических процессов. За последнее время сделано немало по автоматизации обработки информации, более четкому распределению работ между исполнителями, совершенствованию методов планирования этапов обследования. Все эти материалы регламентированы стандартом предприятия, который содержит подробную методическую часть, запрограммированную на ЭВМ. Ежегодные сетевые графики анализа, утверждаемые главным инженером, позволяют четко спланировать и организовать работы каждого цеха. Короче говоря, на сегодняшний день созданы вроде бы все необходимые условия для своевременной и качественной заводской аттестации изделий. А результат? Мы впервые за последние десять лет не выполнили годовой график заводской аттестации. Деталей более 70 наименований, а также узлов и технологических процессов не прошли обследования в установленные сроки. Основная причина — неисполнительность цеховых служб по сбору информации и оформлению типовых карт анализа. Среди наиболее «отличившихся» — моторный цех № 2 (9 наименований), моторный цех № 3 (13 наименований), транторосборочный цех (6 процессов), цех шестерен (29 наименований). Колокшанский агрегатный завод (3 наименования). Руководству перечисленных подразделений необходимо принять безотлагательные меры по ликвидации отставания в первом квартале текущего года и недопущению подобных случаев в дальнейшем. С заводской аттестацией двигателей Д-21А и Д-144 дело обстоит более благополучно. Однако пять деталей и узлов воздухоочистителей в прессовом цехе не получили аттестатов в связи с неудовлетворительным состоянием штамповой оснастки, ремонт которой намечен на второй квартал текущего года. Следует отметить опасную тенденцию снижения уровня стабильности наших технологических процессов моторного производства. Данные пока удовлетворительны, но тенденция к снижению налицо. Основная причина — устаревший парк технологического оборудовании средний возраст которого около 18 лет. Руководство объединения и его технологическая служба принимают срочные меры по перевооружению производства. Однако если эти работы будут «выполняться» так же, как и в прошлой пятилетке (особенно в капитальном строительстве), наши усилия могут оказаться тщетными. Ведь только для размещения согласованных шести комплектов автоматических линий и обеспечения их нормальной работы необходимо построить механосборочный корпус и корпус ВЗИТО общей площадью около 60 тыс. кв. метров, завершить строительство экспортно-сдаточного корпуса, пристроить более 4 тыс. кв. метров производственной площади к моторосборочному цеху. Кроме того, необходимо создать оборотные производственные площади порядка 4 — 5 тыс. кв. метров для перемонтажа оборудования при его замене без остановки производства. Реальным сроком выполнения этого объема работ в сложившихся условиях является середина двенадцатой пятилетки. Необходимо принять в этот период достигнутый уровень стабильности, а в ряде случаев (например, при обработке поршня, шатуна, коленчатых валов и цилиндров двигателей) повысить его за счет совершенствования действующих процессов. В. КАШИРИН, начальник бюро отдела главного технолога» («Тракторостроитель», 2 марта 1982). «Точность на страже качества Важнейшей задачей современного производства является повышение качества выпускаемой продукции. Это в значительной мере зависит от уровня метрологического обеспечения производства. Исполнилось пять лет со дня создания в объединении отдела главного метролога. Задача, которую решает наша служба, — это повышение эффективности производства и качества продукции путем обеспечения единства и достоверности измерений. Естественно, что и до организации ОГМетролога в объединении проверяли и ремонтировали средства измерения, но делалось это нерегулярно, не всегда квалифицированно и в нужном объеме. За время функционирования отдела сложились необходимые обученные кадры. Аттестация их на право ведомственной проверки и ремонта средств измерений, подготовка оборудования и помещений позволили получить право ведомственной проверки на 96 процентов имеющихся на учете средств измерений. Это право получили 44 сотрудника, что дало возможность объединению в течение последних трех лет экономить 22 — 25 тысяч рублей ежегодно. В объединении улучшилась разработка нормативных документов, регламентирующих разные стороны деятельности метрологической службы, внедрено семь стандартов предприятия, два находятся в стадии разработки. Отдел проводит также метрологическую экспертизу конструкторской и технологической документации. Проведены экспертизы 72 действующих техпроцессов, 155 вновь разработанных и 840 изменений. Большое внимание уделяется метрологической аттестации нестандартизованного оборудования, применяемого для контроля выходных параметров. Много неприятностей приносит объединению так называемый «шум шестерен» главной передачи. Метрологам был поручен контроль технологических переделов. Составлен и осуществляется график проверки оборудования, оснастки и инструмента. Результаты проверок позволяют предупреждать производственников о том, что конкретный станок на черновой или чистовой операции выдает детали с отклонениями. Дальнейшее совершенствование указанной работы, безусловно, позволит сократить количество деталей, имеющих отклонения от нормируемых величин. Положительные итоги имеет постоянное обслуживание тормозных стендов испытательной станции весовщиками лаборатории массы. Ежедневно ремонтируется десятая часть стендов. Принятие своевременных мер позволяет продлить срок службы тормозных стендов с весовыми устройствами ВКМ-32 и ВКМ-57. Наряду с весовыми устройствами для повышения достоверности контроля сдаточных параметров двигателей внедрены термометры и манометры, точность измерения которых в несколько раз выше ранее применяемых приборов. Многолетнюю историю имеет вопрос создания службы ремонта поверочных плит, которые являются фундаментом для проверки соответствия деталей требованиям чертежа. В конце 1981 года в отделе главного метролога создана группа по ремонту этих плит, куда вошли квалифицированные специалисты. Внедрение автомобильных весов позволит вести учет отпускаемых материалов, что ранее не производилось. Комплекс работ, проводимый метрологической службой объединения, в основном обеспечивает соблюдение метрологических требований, оказывает влияние на повышение качества и надежности выпускаемой продукции, снижает затраты на производство. Ю. ШЕВЦОВ, главный метролог объединения» («Тракторостроитель», 12 марта 1982). В марте 1982 г. дизель Д-21А1 переаттестован на знак качества.
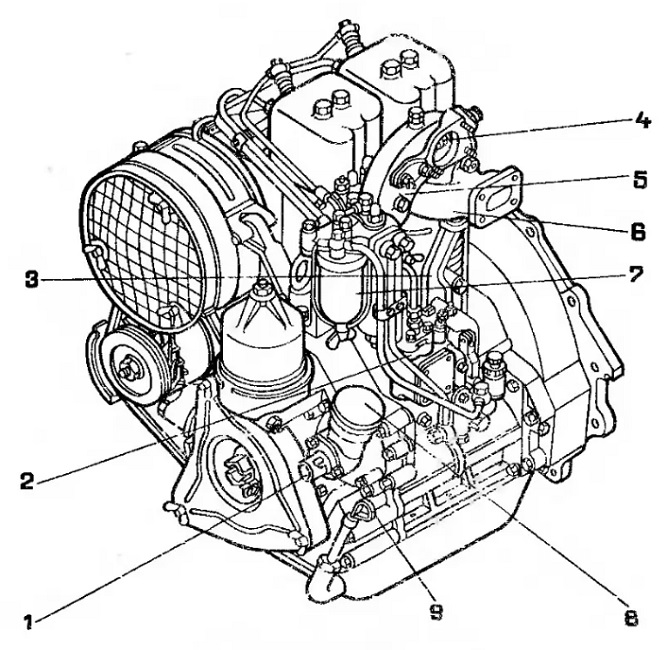
Двигатель Д-21А1. 1 – счетчик моточасов; 2 – насос топливный; 3 – кронштейн; 4 – свеча подогрева всасываемого воздуха; 5 – трубопровод впускной; 6 – трубопровод выпускной; 7 – фильтр топливный комбинированный; 8 – пробка маслоналивной горловины; 9 – указатель уровня масла. Дизель, четырехтактный, двухцилиндровый, с воздушным охлаждением. Неразделенная камера сгорания (камера в поршне) с непосредственным впрыском топлива. Эксплуатационная мощность - 18.4 кВт (25 л.с.). Удельный расход топлива – 253 г/Квт-ч (186 г/л.с.-ч). Частота вращения коленчатого вала двигателя – 1800 об/мин. Масса двигателя – 280 кг.
«В дни предпраздничной трудовой вахты собрано три двигателя Д-120. Эти моторы будут устанавливаться на тракторы Т-25А1, их мощность 30 л. с.» («Тракторостроитель», 6 ноября 1973). «Коллективом ГСКБ разработаны и проходят испытания более совершенные двигатели Д-120 и Д-145 (взамен выпускаемых ныне Д-21 и Д-144)…» («Тракторостроитель», 28 января 1983). В 1983 г. успешно завершены государственные испытания тракторов Т-30 и Т-30А с дизелем Д-120. В 1983 г. шла подготовка производства и освоения трактора Т-30 и двигателя Д-120. В 1984 г. выяснилось, что «дизель Д-120 по ряду параметров не отвечает требованиям не только будущего, но и сегодняшнего дня. Поэтому последующие доработки двигателя могут привести к издержкам в производстве». ГСКБ завершены испытания и выдана на подготовку производства документация на новые тракторы Т-30, Т-30А и дизель Д-120. В конце 1985 г. началась подготовка производства тракторов Т-30 и Т-30А с двигателем Д-120.
В феврале 1986 г. собрана первая опытная партия тракторов Т-30 с двигателем Д-120.
«Трактор Т-30 с двигателем Д-120. Габаритные размеры: длина - 689 мм, ширина - 628 мм, высота - 865 мм. Двигатель запускается электрическим стартером. На моторе установлен топливный насос марки 2УТНИ, секционный, рядный с собственным кулачковым валом. Форсунки закрытого типа с многоструйным распылителем. Фильтр грубой очистки топлива со сменным фильтром - патроном. Фильтр тонкой очистки со сменным фильтром. Система смазки комбинированная, от насоса под давлением и разбрызгиванием, с дальнейшим охлаждением в масляном радиаторе. Масляный насос шестеренный, с приводом от коленчатого вала. Воздушная система охлаждения позволяет использовать дизель в климатических условиях с интервалом температур от +40 до -40 °С. Эта система принудительная, с направляющим аппаратом, установленным на входе охлаждающего воздуха в вентилятор, с приводом от ременной передачи. Тепловое состояние мотора регулируют при помощи включения и отключения масляного радиатора, а также при помощи диска вентилятора, устанавливаемого перед направляющим аппаратом. На тепловое состояние указывает контрольная лампа и указатель температуры масла в системе смазки» (1995 г.).